Uncategorised
Uncategorised
Concept-Arbeitstische sind für die Anforderungen der Telekommunikations- und Elektronikindustrie ausgelegt, wo ergonomische Qualitäten eine wichtige Anforderung darstellen. Erhältlich ist eine grosse Auswahl an Tischvarianten nach ergonomischen Aspekten für vielfältige Aufgaben in den Bereichen Qualitätskontrolle, Verpackungsarbeiten und natürlich auch Fertigung und Montage.

Mit dem Concept-Tisch können Sie sich Ihre ganz persönliche Konfiguration mit Hilfe der modularen Elemente erstellen. Die vielen Module lassen sich nahtlos miteinander verbinden und ermöglichen Ihnen somit eine Komplettlösung nach Ihren Bedürfnissen. Die vielseitige Auswahl an Zubehör, wie zum Beispiel Beleuchtung, Energieleisten, Zusatztablare, Lochplatten und vieles mehr, passt für alle Tischvarianten, und jedes Detail ist praxisgerecht.
Concept-Arbeitstische sind auch in elektrisch leitfähiger Variante erhältlich. Sie sind manuell verstellbar, aber auch mit Handkurbel oder mit motorisierter Verstellmechanik lieferbar. Die Tische sind je nach Anwendung und Bedürfnissen des Nutzers individuell einstellbar und zeichnen sich durch besonders hohe Stabilität und eine Tragkraft von bis zu 500 kg aus. Es sind viele verschiedene Komponenten erhältlich, welche individuelle Einstellungen erlauben, so dass sich der Arbeitsplatz dem Arbeitsablauf und den Anforderungen des Mitarbeiters anpasst. Dies lässt eine optimale Bewegung zu und dadurch höhere Leistung und Produktivität sowie weniger Stress.


Das modulare Design ermöglicht eine vollständige Integration in das bestehende System und passt sich flexibel an Veränderungen der Aufgabenstellung an. Die Erstellung der Kombinationen aus unterschiedlichen, aber standardisierten Modulen macht es möglich, ergonomisch gut funktionierende Lösungen zu finden, die zudem robust und preisgünstig sind. Teure Zusatzumbauten oder Kompromisse sind nicht notwendig.
Fanair AG
Grossmattrain 1
8964 Rudolfstetten
Telefon 056 648 48 38
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Elektromotoren und -antriebe verursachen über die Hälfte des Energiebedarfs in der Industrie. Trotz ihres hohen Wirkungsgrades bieten sie grosses Einsparpotenzial. Ein Leistungsmesser ermöglicht die Lokalisierung von Stromfressern und liefert durch Messungen unter verschiedenen Betriebsbedingungen wertvolle Hinweise für Optimierungen. Zudem hilft er, den Anteil der kostenintensiven Blindenergie zu ermitteln und Massnahmen zur Blindleistungskompensation umzusetzen, was insbesondere bei industriellen Grossverbrauchern zu erheblichen Kostensenkungen führt.
Mit dem neuen Leistungsmesser PCE-PA 6500 von PCE Instruments steht den Unternehmen und Technikern hochmodernes Werkzeug zur Verfügung, das eine präzise Erfassung von Strom- und Spannungswerten ermöglicht. Dank seiner kompakten Bauform und innovativen Funktionen eignet sich das Gerät ideal zur Energieüberwachung in verschiedensten Anwendungsbereichen – von der Haupt- und Unterverteilung bis hin zu Geräten und Anlagen.
Der Leistungsanalysator misst Strom- und Spannungswerte über Rogowskispulen oder Klappstromwandler, ohne die Stromversorgung zu unterbrechen. Die erfassten Werte – darunter Wirk-, Schein- und Blindleistung – werden im Sekundentakt über WLAN an ein Endgerät übertragen. Eine historische Speicherung und grafische oder tabellarische Auswertung der Daten sind ebenso möglich wie der Export im CSV-Format.
Die Konfiguration und Interaktion mit dem Gerät erfolgen komfortabel über WLAN und einen Webbrowser oder über die speziell entwickelte App (BLE) für Android. So können Nutzer jederzeit und überall auf die erfassten Daten zugreifen.
Selbst bei fehlender Internetverbindung gehen keine Daten verloren. Der integrierte 32-GB-Speicher ermöglicht die Speicherung von Messwerten in Form von CSV-Dateien. Diese können später weiterverarbeitet oder per E-Mail, FTP oder direkt über die Messplattform übertragen werden.
Das Gerät erfüllt höchste Sicherheitsstandards (CAT III 300V) und ist mit einer robusten Magnetrückseite ausgestattet, die eine flexible Befestigung an metallischen Oberflächen ermöglicht.
Der Leistungsanalysator bietet vielseitige technische Highlights, darunter einen Messbereich für Wechselspannung von 40 bis 400 V, für Wechselstrom von 2 bis 9500 A und für Wirkleistung von 80 W bis 3800 kW. Der integrierte 32-GB-Speicher ermöglicht eine sekündliche Datenaufzeichnung über einen Zeitraum von mehr als einem Jahr. Für den Betrieb ist keine zusätzliche Stromversorgung erforderlich, da die Messung über Magnetmessspitzen oder Anschlussklemmen erfolgt. Mit einer kompakten Bauform von 123 x 96 x 36 mm und einem Gewicht von lediglich 202 g ist das Gerät leicht zu handhaben. Zudem erfüllt es die Schutzklasse IP40, was es für verschiedene Einsatzbereiche ideal macht.
Der Leistungsanalysator ist in drei Varianten erhältlich, die sich durch den verwendeten Stromwandler und die Messbereiche unterscheiden: Die Variante mit Klappstromwandler (PCE-PA 6500-R11) verfügt über einen Innendurchmesser von 11 mm und eignet sich für Messbereiche bis 80 A AC. Die Varianten mit Rogowskispule sind in zwei Grössen verfügbar: mit einem Innendurchmesser von 50 mm (PCE-PA 6500-F50) für Messbereiche bis 20.000 A AC und mit einem Innendurchmesser von 150 mm (PCE-PA 6500-F150) für Messbereiche bis 9500 A AC.
Mit dem neuen Leistungsanalysator steht eine zuverlässige und innovative Lösung zur Verfügung, um Energieverbrauch und -effizienz präzise zu überwachen und nachhaltig zu verbessern. Ein unverzichtbares Werkzeug für alle, die ihre Energiekosten optimieren und die Umwelt schonen möchten.
Mehr Informationen unter: https://www.pce-instruments.com/deutsch/messtechnik/messgeraete-fuer-alle-parameter/leistungsmessgeraet-leistungsmesser-kat_10071.htm
PCE Deutschland GmbH
Prüfgeräte
Im Langel 26
D-59872 Meschede
Telefon +49 2903 976990
Fax +49 2903 976 99 29
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Nachhaltige Energie und individuelle Schutzverpackungen: Storit-Werke AG Azmoos setzt auf Innovation
Die Storit-Werke AG mit Sitz in Azmoos/SG ist bekannt für ihre innovativen und massgeschneiderten Verpackungslösungen aus Partikelschaumstoffen wie EPS (Styropor®), EPP und EPE. Das Unternehmen bietet eine breite Palette von Voll- und Teilverpackungen, die sowohl Mehrweg- als auch Einweglösungen umfassen. Mit einem klaren Fokus auf Nachhaltigkeit und Energieeffizienz hat sich STORIT als Spezialist für Schaumstofflösungen etabliert.

Schutzverpackungen aus Hartschaumstoffen.
Nachhaltige Schutzverpackungen für jede Anforderung
Die von Storit-Werke AG entwickelten Schutzverpackungen aus Hartschaumstoffen zeichnen sich durch ihre gute Isolierung, Stossdämpfung und Festigkeit aus. Diese Eigenschaften machen die Verpackungen zu einer idealen Wahl für den Transport empfindlicher Produkte, die sowohl vor äusseren Einflüssen geschützt als auch energiesparend und kostenreduzierend transportiert werden müssen. Die Verpackungen aus EPP und EPE sind besonders nachhaltig, da sie aufgrund des geringen Materialanteils und der Gewichtsreduktion den CO2-Ausstoss während des Transports verringern.

Komplette Verpackungslösung.
Das kompetente Entwicklungsteam von STORIT berät Kunden bereits im Vorfeld und erstellt massgeschneiderte Verpackungslösungen, die auf die individuellen Bedürfnisse zugeschnitten sind. Mithilfe von Prototypen und visualisierten Vorschlägen können Kunden die beste Lösung für ihre Anforderungen finden.
Alle Verpackungslösungen sind zudem antistatisch erhältlich und somit perfekt für die Elektro- und Elektronikindustrie geeignet.
Auch für anspruchsvolle Branchen bieten die EPP- und EPE-Verpackungen Vorteile, da sie ölbeständig und säureresistent sind und sich leicht mit einem Hochdruckreiniger oder in einer Waschstrasse reinigen lassen.
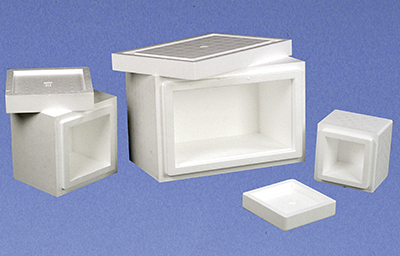
Grosses Sortiment an Isolationsboxen in unterschiedlichen Grössen.
Isolierboxen, Thermoboxen – grosses Standardsortiment
STORIT bietet ein breites Standardsortiment an Isolierboxen und Thermoboxen, die für verschiedene Einsatzbereiche wie Lebensmittelverpackung, Transport und Logistik optimiert sind. Das Sortiment umfasst unter anderem Obstboxen, Picknickboxen, Fleischboxen, Fischboxen, Lachsverpackungen sowie Weinregale, Uhrenverpackungen und Tortenverpackungen. Alle Boxen sind als robuste Mehrweglösungen aus EPP oder EPS erhältlich, was ihre Langlebigkeit und Nachhaltigkeit unterstreicht.
Neben den Isolierboxen bietet STORIT auch spezialisierte Verpackungen wie Flaschenverpackungen für Wein und Flaschen besonderer Form und Grösse an.
Erneuerbare Energien: STORIT setzt auf grüne Stromproduktion
Die Storit-Werke AG geht auch im Bereich der Energieproduktion neue Wege und hat kürzlich ihre neue Solaranlage in Betrieb genommen. Mit einer beeindruckenden Leistung von über 400 kWp stellt das Solarkraftwerk einen bedeutenden Schritt in Richtung Nachhaltigkeit dar. Besonders hervorzuheben ist die Kombination von Solar- und Wasserkraft, die eine optimale Nutzung erneuerbarer Energien ermöglicht.
Die Wasserturbine, die bereits seit vielen Jahren am Standort in Azmoos Strom produziert, wurde mit einem massgeschneiderten Messkonzept an das neue Solarkraftwerk angebunden. Zusammen mit der Solaranlage auf einer Dachfläche von über 3000 m² wird nun eine Gesamtleistung von fast 550 kWp erzeugt – das entspricht einer jährlichen CO2-Einsparung von über 65 Tonnen.

Solaranlage mit über 400 kWp.
Historischer Standort mit nachhaltiger Zukunft
Die Geschichte der Storit-Werke AG reicht bis ins 19. Jahrhundert zurück, als die Weberei Azmoos erstmals Wasserräder und später eine Wasserturbine zur Stromerzeugung einsetzte. Heute produziert die Wasserturbine konstant zwischen 100 und 150 kW und trägt wesentlich zur umweltfreundlichen Energiegewinnung bei. Mit der neuen Solaranlage und der leistungsstarken Wasserturbine verfolgt STORIT konsequent das Ziel, künftig 100 % grüne Energie zu nutzen.
Fazit: Innovation und Nachhaltigkeit vereint
Die Storit-Werke AG zeigt, wie innovative Verpackungslösungen mit nachhaltiger Energieproduktion kombiniert werden können. Mit massgeschneiderten Verpackungen, die sowohl ökologisch als auch wirtschaftlich effizient sind, und einem klaren Bekenntnis zur Nutzung erneuerbarer Energien setzt STORIT Massstäbe für die Zukunft der Verpackungsindustrie und der umweltfreundlichen Energiegewinnung. Das Unternehmen bleibt seiner Vision treu, durch Nachhaltigkeit und Innovation eine umweltbewusste und zukunftsfähige Lösung für die Bedürfnisse seiner Kunden zu bieten.
Storit-Werke AG
Fabrikstrasse 50
9478 Azmoos
Telefon 081 750 25 50
Fax 081 750 25 51
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Sie benötigen eine auf Ihre Bedürfnisse passende Verpackungsanlage!

Horizontaler bzw. vertikaler Flowpack, Schrumpfmaschine, Kartonverpackung, Pick&Place, Papierverpackung, Sortieren, Fördern, Stapeln, Palettieren etc.
Dafür wollen Sie unter anderem solche Fragen beantwortet haben:
– Welche Technologie passt zu mir?
– Passen die technischen Spezifikationen zu meiner Verpackungsaufgabe?
– Gibt es eine Standardlösung?
– Kann ich Verpackung und Intralogistik aus einer Hand bekommen?
– Passt alles in mein Gebäude?
– Wie bringe ich die Anlage effizient in meine Produktion?
– Wer schult mein Personal?
– Wer betreut die Anlage nach der Installation?
– Und was kostet das Ganze dann?
Es ist möglich, diese Fragen und noch mehr aus einer Hand beantwortet zu bekommen. Wir bei Gramag erstellen zusammen mit Ihnen Ihren Business Case.
Wieso soll Gramag das können?
Wir sind ein Team von international erfahrenen Technikern mit einem entsprechenden Netzwerk, welche Kompetenz und Spass an Technik mitbringen. Diese Kraft und Energie stellen wir unseren Partnern – Lieferanten wie Endkunden – in einer geordneten Struktur aus Verkauf, Projektmanagement und Services zur Verfügung. Wir lieben Technik seit 25 Jahren!
![]()
Gramag AG
Kreuzmatte 1e
6260 Reiden
| Telefon | 062 749 51 51 |
| Fax | 062 749 51 50 |
https://www.gramag.ch