Uncategorised
Uncategorised
Robotik in der Gebäudereinigung: Ausweg aus dem Personalmangel
Noch immer ist es ungewohnt, wenn unbemannte Scheuersaug-Roboter ihre Arbeit verrichten. Bislang hat sich die Robotik in der Reinigungsbranche nicht etabliert, und Menschen sind oft nicht zu ersetzen, da nur manuell gearbeitet werden kann. Aufgrund steigenden Fachkräftemangels wird es in vielen Ländern aber immer wichtiger, zeitintensive Tätigkeiten zu reduzieren.

Moderne Reinigungsroboter wie KIRA B 50 agieren vollautonom, so dass sie in Zeiten ohne Publikumsverkehr sehr effizient arbeiten.
Damit gewinnen Reinigungsroboter an Bedeutung, zumal einige Modelle inzwischen so autonom arbeiten, dass sie für bestimmte Anwendungen eine klare Entlastung darstellen. Einfache Handhabung und hohe Sicherheitsstandards schaffen vom Logistikbetrieb über Krankenhäuser bis zur Turnhalle vielfältige Einsatzszenarien.
Neue Autonomie: Roboter als selbstständige Arbeitskraft
Befasst man sich mit dem selbstständigen Agieren von Maschinen, so ist das Ziel, die Notwendigkeit menschlichen Eingreifens so weit wie möglich herunterzufahren. Dafür gibt es bei Reinigungsrobotern verschiedene Ansatzpunkte, die den Einsatz selbst sowie die Versorgung der Maschine betreffen. Inzwischen sind Modelle verfügbar, die eine Dockingstation selbstständig ansteuern können. Ohne dass Anwender etwas tun müssen, werden sie dort automatisch geladen und mit Ressourcen befüllt. Scheuersaugroboter können im Idealfall flächendeckend bis an den Rand reinigen, so dass kein manuelles Nacharbeiten nötig ist. Verfügen die Maschinen über leistungsstarke Software, Sensorik und die Funktion, Rückwärtsfahrten selbstständig durchzuführen, können sie sich sogar durch Freifahrmanöver ohne Hilfe aus Sackgassen befreien.

Menschliches Eingreifen ist nicht notwendig, da sie Dockingstations zum Laden, Entleeren und Befüllen selbstständig ansteuern.

Zudem ist KIRA B 50 dazu in der Lage, Menschen und anderen Hindernissen …

… zuverlässig auszuweichen, so dass auch ein Einsatz in Räumen mit Publikumsverkehr …

… und im laufenden Betrieb problemlos möglich ist. Dazu verfügt KIRA B 50 über eine 360°-Umgebungserfassung mittels Laser-Scanner, 3D- und Ultraschallsensoren sowie die Fähigkeit, sich aus Sackgassen zu manövrieren.
Sicherheit ohne Grenzen: High-Tech als Garant für unfallfreies Arbeiten
Alle Selbstständigkeit würde nichts helfen, würden Reinigungsroboter nicht höchste Sicherheitsstandards erfüllen – vor allem in Bereichen mit Publikumsverkehr. Mittlerweile ist eine 360°-Umgebungserfassung mittels Laser-Scanner, 3D- und Ultraschallsensoren möglich. Damit werden Menschen, andere bewegliche Hindernisse und stehende Objekte zuverlässig erkannt. Je nach Modell und Hersteller sind die sicherheitsrelevanten Eigenschaften nach den Vorgaben von CSA (nordamerikanischer Raum) oder IEC (Europa) zertifiziert. In jedem Fall muss eine externe Stelle bestätigen, dass der Roboter einen sicheren Betrieb unter Einhaltung der relevanten Normen ermöglicht.

Über ein Webportal können Anwender jederzeit den Status der Maschinen prüfen, Reinigungsberichte abrufen und Nutzer definieren, die Benachrichtigungen per SMS erhalten sollen.
Den Anwender im Blick: Einfache Handhabung für jedermann
Bei der Bedienung von Robotern ist noch immer eine gewisse Hemmschwelle vorhanden, obwohl die Steuerung heute denkbar einfach ist. Der Hintergrund: Als die ersten Scheuersaugroboter auf den Markt kamen, konnten nur Servicetechniker mit technischer Ausstattung und Programmier-Fachwissen eine Routenplanung anlegen. Bessere Sensoren, höhere Datenqualität und moderne Bedienkonzepte sorgen dafür, dass inzwischen jeder Anwender ohne technischen Support Routen anlegen, korrigieren oder kombinieren kann.
Je nach Modell zeigen Schritt-für-Schritt-Anleitungen auf, was zu tun ist. Soll eine Strecke programmiert werden, so wählt der Anwender einen Startpunkt. Dieser wird mit einem für den Roboter lesbaren Code markiert. Danach geht man die vorgesehene Reinigungsroute ab, oder man umfährt eine definierte Reinigungsfläche, die der Roboter später selbstständig abarbeitet. Dabei empfiehlt es sich, zum Beispiel Einzelhandelsflächen ohne PoS-Aufsteller (Point of Sales) abzufahren. So reinigt der Roboter die Fläche unabhängig davon, wo später Aufsteller stehen und wieder entfernt werden, ohne erneutes Einlernen. Der Status des Reinigungsroboters lässt sich in Echtzeit abrufen.
Keine Konkurrenz: Robotik und Mensch als Team
Reinigungsroboter könnten als Konkurrenz zum klassischen Gebäudedienstleister gesehen werden, doch die Praxis belegt das Gegenteil. Ein schlüssiges Reinigungskonzept, das den gestiegenen Anforderungen an Sauberkeit und Hygiene im öffentlichen Raum gerecht wird, braucht allerdings das Know-how von Fachpersonal. Auch die Einsatzplanung für die Roboter muss gut durchdacht sein, um Wege zu sparen und Routen klug kombinieren zu können. Die Codes für den Routenstart oder Standorte für Dockingstations müssen also dementsprechend eingerichtet werden.
Zudem hat der realisierbare Automatisierungsgrad klare Grenzen, da viele Tätigkeiten manuell erledigt werden müssen. Roboter sind überall dort eine gute Lösung, wo in Bereichen wie Logistik, Einzelhandel, Produktion, Transport oder Gesundheitswesen monotone Arbeiten viel Arbeitszeit brauchen und damit hohe Kosten verursachen. Kommen dabei autonome Maschinen ins Spiel, so können Reinigungskräfte andere, anspruchsvollere Arbeiten erledigen, für die bislang zu wenig oder gar keine Zeit war.
Zum Beispiel Bodenreinigung: Scheuersaug-Roboter
Die alltägliche Bodenreinigung ist oft ein echter Zeitfresser, der für Reinigungskräfte zudem eher anstrengend ist. Scheuersaugroboter können in diesem Bereich wertvolle Unterstützung bieten, denn sie schaffen je nach Ausführung mittlere bis grosse Flächen und manövrieren auch in engen Umgebungen sicher. Übernehmen die Reinigungsroboter ihr Ressourcenmanagement selbst, so können sie mehrere Tausend Quadratmeter pro Tag ohne menschliches Eingreifen reinigen. Um gleichbleibend sehr gute Ergebnisse zu erzielen, werden vorab Wassermenge, Reinigungsmitteldosierung und Arbeitstempo passend zum Verschmutzungsgrad eingestellt.

Bei grösseren Flächen lassen sich mehrere Dockingstationen für effizientere Abläufe und kürzere Wege einrichten. Das Entleeren und Spülen des Schmutzwassertanks, das Befüllen des Frischwassertanks und das Laden können bei Bedarf auch manuell gesteuert werden.
Verfügen die Maschinen über leistungsstarke Akkus und eine hohe Flächen- und Reinigungsleistung, so steigern sie Produktivität und Reinigungsqualität – bei gleichzeitiger Entlastung der Reinigungskräfte.
Kärcher AG
Industriestrasse 16
8108 Dällikon
Telefon 0844 850 868
Fax 0844 850 865
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
KWS Reinigungsmaschinen AG – Reinigungstechnik im Fokus
In der schnelllebigen Welt der Logistik ist Sauberkeit und Effizienz unerlässlich. Als führender Anbieter von industriellen Reinigungsgeräten präsentieren wir unsere innovativen Lösungen in der Reinigungstechnik. Mit einem breiten Produktesortiment der renommierten Hersteller Fiorentini S.p.A. aus Italien und Tomcat Equipment aus den USA sind wir Ihr zuverlässiger Partner, der Ihre Reinigungsanforderungen von klein bis gross abdeckt.

Unsere Stärken:
– Erfüllung hoher Reinigungsstandards: Wo andere an ihre Grenzen stossen, setzen wir an. Unsere Maschinen stehen für die herausragenden Reinigungsergebnisse und Robustheit, die in der Logistikbranche gefordert sind.
– Vielfältige Optionen: Dank unserer vielfältigen Optionen können wir individuelle Anforderungen erfüllen und massgeschneiderte Lösungen bieten.
– Rundum-Service: Von der Beratung über den Verkauf bis hin zu Service, Reparatur und Ersatzteilen – wir bieten alles aus einer Hand, und das mit 2 Standorten und 24 Technikern schweizweit.
– Flexible Miet- und Finanzierungsoptionen: Wir bieten kurzfristige und langfristige Mietverträge sowie vielfältige Finanzierungsmöglichkeiten für unsere Reinigungsmaschinen an, damit Sie flexibel bleiben.
Tomcat Cleaning Machines:
– Branchenführende Technologie: Die Reinigungsmaschinen von Tomcat zeichnen sich durch innovative Technologie aus, die maximale Effizienz und Leistung bietet. Sie sind darauf ausgelegt, selbst hartnäckigste Verschmutzungen mühelos zu beseitigen und gleichzeitig Zeit und Ressourcen zu sparen.
– Benutzerfreundliches Design: Mit intuitiven Bedienelementen und ergonomischem Design sind Tomcat Maschinen einfach zu bedienen und sorgen für eine stressfreie Reinigungserfahrung. Ihr robustes Gehäuse und ihre langlebigen Komponenten gewährleisten eine zuverlässige Leistung, auch in anspruchsvollen Umgebungen.
– Umweltfreundliche Lösungen: Tomcat ist bestrebt, umweltfreundliche Reinigungslösungen anzubieten. Ihre Maschinen sind energieeffizient und verbrauchen wenig Wasser und Reinigungsmittel, was nicht nur die Betriebskosten senkt, sondern auch den ökologischen Fussabdruck minimiert.
Fiorentini Reinigungsmaschinen:
– Tradition und Qualität: Fiorentini S.p.A. bringt eine lange Tradition und Erfahrung in die Reinigungsindustrie ein. Ihre Maschinen zeichnen sich durch herausragende Zuverlässigkeit aus, was sie zu einer bevorzugten Wahl für anspruchsvolle Kunden macht.
– Vielseitige Anwendungsmöglichkeiten: Die Produktpalette von Fiorentini umfasst eine Vielzahl von Reinigungslösungen für verschiedene Anwendungen und Branchen. Von Industriesaugern bis hin zu Bodenreinigern bieten sie eine breite Palette von Produkten, die auf die spezifischen Anforderungen unserer Kunden zugeschnitten sind.
Unser Versprechen
Bei der KWS Reinigungstechnik stehen Qualität, Zuverlässigkeit und Kundenzufriedenheit an erster Stelle. Wir sind bestrebt, Ihnen die besten Lösungen für Ihre Reinigungsbedürfnisse anzubieten und Ihre Erwartungen zu übertreffen.
Kontaktieren Sie uns noch heute, um mehr über unsere Produkte und Dienstleistungen zu erfahren. Wir freuen uns darauf, Ihnen weiterzuhelfen und Ihnen zu zeigen, wie unsere Reinigungslösungen Ihre Logistikprozesse optimieren können.
KWS Reinigungsmaschinen AG
Alti Ruedelfingerstrass 7
8460 Marthalen
Telefon 052 305 47 27
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Einfach. Sicher. Produktiv.
Von der Risikobeurteilung bis zur Validierung: mit Safety Solutions erhalten Sie Komplettlösungen für Ihre Anlagen. Die innovativen Sicherheitskonzepte unserer Experten-Teams garantieren effizienten Materialfluss, lückenlose Sicherheit und eine hohe Verfügbarkeit Ihrer Anlage. Selbst dort, wo klassische Konzepte an ihre Grenzen stossen. Immer rechtssicher, CE-zertifiziert und normenkonform. So wird die Umsetzung für Sie besonders einfach.
Zugangssicherung am Palettenmagazin – mit automatischem Wiederanlauf
Anforderung: Die Zugangssicherung zum Palettenmagazin soll den Zutritt von Personen verhindern und gleichzeitig die Zuführung von Paletten durch einen Gabelstapler ermöglichen. Nachdem der Gabelstapler den Übergabebereich wieder verlassen hat, soll der Wiederanlauf automatisch erfolgen, um die Unterbrechung des Arbeitsprozesses zu minimieren.
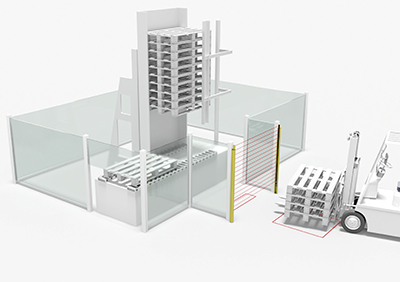
Lösung: Der Zugangsbereich wird durch einen Sicherheits-Lichtvorhang gesichert. Zusätzlich sind in den Bereichen vor und hinter dem Sicherheits-Sensor Induktionsschleifen in den Boden eingelassen. So kann das Sicherheits-System zwischen Gabelstapler und Personen unterscheiden.
Ihr Nutzen
– Optimale Anlagenauslastung durch automatischen Wiederanlauf der Maschine ohne manuelle Bedienereingriffe
– Hohe Zuverlässigkeit und Verfügbarkeit
– Geringer Serviceaufwand
– Optimaler Manipulationsschutz
– Einfache Einbindung in den Sicherheitskreis der übergeordneten Steuerung
Funktionsprinzip
Bei einer Auslösung des Sicherheits-Lichtvorhangs wird der Arbeitsprozess des Palettenmagazins unterbrochen – unabhängig davon, ob eine Person oder ein Gabelstapler das Schutzfeld unterbrochen hat. Wird jedoch durch die im Boden installierten Induktionsschleifen die Anwesenheit eines Gabelstaplers erkannt und führt dieser den vorgegebenen Prozessablauf korrekt aus, so leitet das Sicherheits-System den automatischen Wiederanlauf des Arbeitsprozesses ein.
Systemkomponenten und Sicherheitsparameter
– Sicherheits-Sensoren: Sicherheits-Lichtvorhang MLC 500, mit Gerätesäulen zur Bodenbefestigung
– Induktionsschleifen-Set mit Auswerteeinheit
– Systemsteuerung: Sicherheits-Steuerung MSI 400
– Leuze Sicherheitsprogramm
– PL d nach EN ISO 13849-1, SILCL 2 nach IEC 62061
– 2-kanaliger Sicherheitsausgang
Ihr Partner für professionelle Sicherheitslösungen
Mit unserem breiten Produktportfolio unterstützen wir seit über 35 Jahren sicherheitstechnische Anwendungen in unterschiedlichen Industrien. Unsere zertifizierten Safety-Experten verfügen über umfangreiche Erfahrung in der Gestaltung von Sicherheitskonzepten und haben detaillierte Kenntnisse zu aktuellen Normen und Standards.
In den Projekten begleiten wir Sie von der Risikobeurteilung bis zur sicherheitstechnischen Abnahme. Unsere Teams stellen sicher, dass unsere Lösung Ihre Anforderungen erfüllt, und sorgen für einen reibungslosen Ablauf Ihres Projekts.
Komplettlösungen – individuell angepasst
Unsere Safety Solutions basieren auf qualifizierten Sicherheitskonzepten, die bei Bedarf auch erweitert oder neu erstellt werden. Jede Lösung wird individuell an Ihr Anlagen-Layout angepasst und beinhaltet
– Alle notwendigen Hardware- und Softwarekomponenten
– Engineering-Dienstleistungen wie Steuerungsprogrammierung und Konfiguration nach Projektanforderungen
– Umfassende, CE-konforme Dokumentation
– Inbetriebnahme-Unterstützung
– Validierung der Sicherheitsfunktion
Leuze electronic AG
Gründenstrasse 82
8247 Flurlingen
Telefon 041 784 56 56
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
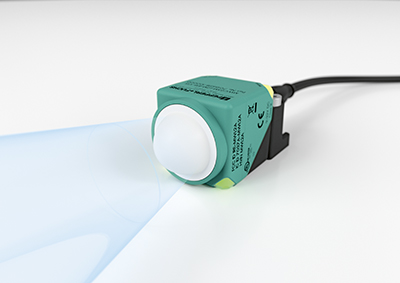
Einzigartig – in vielerlei Hinsicht
Die neuen industriellen Radarsensoren von Pepperl+Fuchs sind optimiert für Distanz- und Geschwindigkeitsmessungen für mittlere Reichweiten bis über 25 m. Der Sensor arbeitet nach der frequenzmodulierten Dauerstrichmethode FMCW (Frequency Modulated Continuous Wave). Die Geräte sind in der Lage, sowohl die Distanz als auch die Bewegungsrichtung und Geschwindigkeit von Objekten in ihrem Erfassungsbereich präzise zu bestimmen. Gerade für den Einsatz im Aussenbereich unter schwierigsten Bedingungen haben die physikalischen Eigenschaften dieser Technologie im genutzten Frequenzband bei 122 … 123 GHz grosse Resistenz gegenüber Störeinflüssen wie Regen, Nebel, Wind, Staub oder Temperaturschwankungen.
Im Vergleich mit anderen sensorischen Funktionsprinzipien bieten Radarwellen einzigartige Vorteile:
– Sie sind kaum anfällig für Störeinflüsse und breiten sich mit annähernder Lichtgeschwindigkeit aus
– Sie werden von allen Materialien bis zu einem bestimmten Masse reflektiert
– Sie sind in der Lage, die meisten Stoffe bis zu einem gewissen Grad zu durchdringen
Genau diese Eigenarten machen sich FMCW-Radarsensoren (Frequency Modulated Continuous Wave bzw. frequenzmoduliertes Dauerstrichradar) von Pepperl+Fuchs zunutze und stellen sie in Form einer Lösung zur Verfügung, die höchsten industriellen Ansprüchen genügt: Drei verschiedene Messbetriebsarten, hohe Reichweiten, schnelle Erfassungsgeschwindigkeiten und die Fähigkeit, nahezu jedes Ziel zu detektieren, sind nur eine Dimension dieser Sensoren. Hinzu kommt eine Auswahl an Anschlussoptionen, die in Verbindung mit einer CAN-Schnittstelle eine denkbar einfache Applikationsintegration erlaubt. So kann eine enorme Vielfalt an anspruchsvollen Anwendungen mit nur einem Sensortyp gelöst werden.
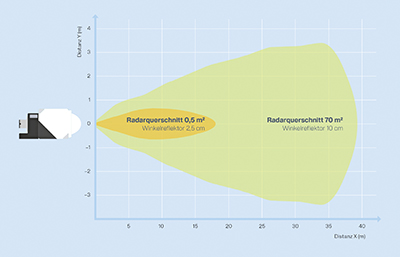
Entscheidend für die Detektion von Objekten durch Radarsensoren ist deren Reflexionsfähigkeit bzw. der sogenannte Radarquerschnitt (kurz RCS für Radar Cross Section). Er wird in der Masseinheit Quadratmeter angegeben und bezeichnet das Ausmass der Reflexion einer Radarwelle, die durch ein Objekt in Richtung des Sensors zurückgestrahlt wird. Die hier dargestellte Ansprechkurve zeigt exemplarisch, in welch weitem Bereich die Radarsensoren von Pepperl+Fuchs einen als Referenz genutzten Winkelreflektor mit einem Radarquerschnitt von 70 m² verlässlich detektieren. Kleinere Erfassungsbereiche ergeben sich durch Objekte mit einem geringeren RCS oder durch die Verwendung kleinerer Winkelreflektoren (hier beispielhaft 0,5 m²).
Als zentraler Vorteil dieses physikalischen Wirkprinzips ermöglicht Radar die Detektion fast aller Materialien und ist somit nicht auf bestimmte Objekte beschränkt. Der mögliche Erfassungsbereich und die Messreichweite sind jedoch abhängig von den Reflexionseigenschaften des Zielobjekts.
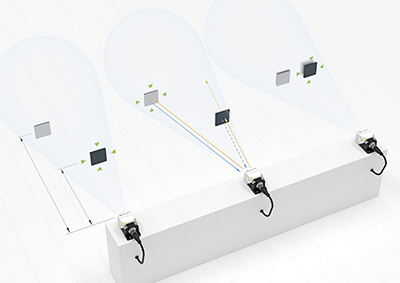
Je nach Anwendung können die industriellen FMCW-Radarsensoren von Pepperl+Fuchs in drei unterschiedlichen Messbetriebsarten eingesetzt werden. Die Einrichtung der jeweiligen Betriebsart erfolgt dabei bequem über PACTware, ohne dass zusätzliche Parametrierwerkzeuge nötig wären.
Im Modus «erstes Objekt (1)» wird materialunabhängig das Objekt erkannt, das sich am nächsten zum Sensor befindet. Dieser Modus eignet sich beispielsweise ideal zur Kollisionsvermeidung an mobilen Baumaschinen. Jegliche Objekte, die sich im Ausfahrbereich oder Aktionsradius von Fahrzeug und Auslegern befinden, werden verlässlich detektiert.
Im Modus «beste Reflexion (2)» erfasst der Sensor das Objekt mit den besten Reflexionseigenschaften. Dadurch können Störobjekte ganz einfach ignoriert werden, selbst wenn sie sich direkt zwischen Sensor und eigentlichem Zielobjekt befinden. So wird etwa das «Durchschauen» der Aussenhaut eines Tanks möglich, um den Füllstand im Inneren zu erfassen.
Im Modus «schnellstes Objekt (3)» detektiert der Radarsensor hingegen das Objekt, welches sich am schnellsten auf den Sensor zu- oder von ihm wegbewegt. Diese Messbetriebsart unterstützt beispielsweise effektiv bei der Fahrtwegüberwachung von FTS.
Der Nutzwert von Automatisierungskomponenten steht und fällt mit der Integrierbarkeit. FMCW-Radarsensoren von Pepperl+Fuchs tragen diesem Gedanken Rechnung: Vom konstruktiven Aufbau über den elektrischen Anschluss hin zur Signalübertragung, Parametrierung und Funktionssicherheit haben wir alle Aspekte bedacht, um Ihnen eine Lösung zu bieten, die bereits bei der Einbindung in die Anwendung begeistert.
FMCW-Sensoren von Pepperl+Fuchs sind in der bewährten VariKont-L2-Bauform ausgelegt. Diese sorgt nicht nur für einen kompakten Formfaktor der Sensoren, sondern eröffnet zusätzliche Freiheiten. Durch einen dreh- und schwenkbaren Sensorkopf kann das Radom in der jeweiligen Einbausituation ideal ausgerichtet werden. Eine robuste Metallhalterung mit zwei Schraubverbindungen dient als Aufnahme für den Sensorkopf und beugt Problemen durch raue Umgebungsbedingungen und Maschinenvibrationen vor.

Eine erweiterte Funktionalität ist der Betrieb der Sensoren in Sicherheitsanwendungen bis Performance Level c oder Safety Integrity Level 1 beziehungsweise durch eine Redundanz auch PL d/SIL 2 über ein Safety-Konzept, das die Eignung der Sensoren durch deren Diagnosefähigkeit in der Applikation bewertet. Eine Vielzahl von Parametriereigenschaften und erweiterten Funktionalitäten über die CANopen Schnittstelle direkt im CAN-Netzwerk, sowie alternativ über das FDT-Rahmenprogramm PACTware und einer Device-DTM, bieten grösstmögliche Flexibilität der Sensoren in Anwendungen aller Art.
Anwendungen:
Kollisionsvermeidung an FTF
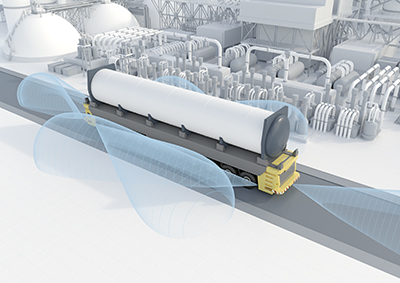
Ein sicherer Einsatz von Schwerlast-FTF für flüssige oder gasförmige Medien zieht besondere Anforderungen an die Sensorik nach sich. Die Dimensionen der Fahrzeuge und der damit verbundene grosse Überwachungsbereich müssen ebenso beachtet werden wie auch Witterungseinflüsse in Aussenbereichen. Durch ihre grosse Reichweite bieten Radarsensoren von Pepperl+Fuchs hier eine effiziente Lösung, die eine verlässliche Absicherung von Fahrtbewegungen erlaubt. Auch eine Überwachung der Flanken des langen Fahrzeugs ist dank der hohen Reichweite der Sensoren problemlos möglich. Witterungseinflüsse in Aussenbereichen beeinträchtigen dank der gegenüber Interferenzen wenig empfindlichen Radartechnologie die Messgenauigkeit nicht. Eine gegenseitige Beeinflussung der in räumlicher Nähe zueinander montierten Radarsensoren ist durch die verwendete Frequenzmodulation ebenfalls ausgeschlossen.
Höchstgeschwindigkeitsreduktion am Gabelstapler

Geschwindigkeit ist ein entscheidender Faktor im Material Handling. Dies gilt auch für den Einsatz von Gabelstaplern auf Unternehmensgeländen. Ist hohe Geschwindigkeit in Aussenbereichen noch von Vorteil und die Umgebung meist gut einsehbar, so ist in Fabrik- und Lagerhallen aus Sicherheitsgründen jedoch eine gewisse Beschränkung nötig. Um das Personal von dieser Verantwortung zu befreien, kann über einen vertikal ausgerichteten Radarsensor, der die Hallendecke bzw. metallene Querverstrebungen unterhalb dieser detektiert, sofort festgestellt werden, wenn der Stapler einen Innenbereich erreicht hat. Ist dies der Fall, wird die mögliche Höchstgeschwindigkeit automatisch auf ein tolerables Mass begrenzt und erst bei Ausfahrt aus der Halle wieder freigegeben. Durch die starke Reflektivität der metallenen Querstreben ist die Installation eines Winkelreflektors hier nicht vonnöten. Dank der hohen Reichweite der Sensoren kann diese Anwendung zudem auch bei entsprechend hohen Hallendecken realisiert werden.
Pepperl+Fuchs AG
Längfeldweg 116
2504 Biel/Bienne
Telefon 032 374 76 76
Fax 032 374 76 78
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!