Uncategorised
Uncategorised
Die Einführung des strategischen Analyse- und Planungssystems PSIglobal aus der PSI Logistics Suite unterstützt im Technologie- und Dienstleistungsunternehmen Bosch die Gestaltung logistischer Netze mit komplexen Kostenstrukturen. Die digitale Transformation durch das Supply Chain Network Design mit dem PSIglobal erschliesst Einsparpotenziale im zweistelligen Prozentbereich.

Die modular konzipierte Standardsoftware der PSI Logistics ist mit ihrem Funktionsumfang konsequent auf die Analyse und durchgängige Optimierung der operativen, taktischen und strategischen Planungs- und Steuerungsebenen logistischer Netze ausgelegt.
15 Geschäftsbereiche mit weltweit 60 Produktgruppen, 270 Produktionswerke, 800 Logistikzentren, 20 000 direkte Lieferanten und 250 000 Kunden zählen zum Technologie- und Dienstleistungsunternehmen Bosch. Bei der Analyse und (kosten)effizienten Gestaltung der Produktions- und Logistiknetzwerke steht die ganzheitliche Betrachtung ganz oben auf der Anforderungsliste. Es gilt die Prozesse und Strukturen der eigenen Produktionsstätten, Lagerstandorte, Beschaffungs- und Distributionswege, -transporte und Tarife ebenso zu berücksichtigen wie die der Lieferanten und Kunden. Bosch verfolgt dabei einen ganzheitlich funktionsübergreifenden TCO-Ansatz: «Der berücksichtigt nicht allein die Logistik, sondern bezieht unter anderem auch Einkauf, Fertigung und die Entwicklungen der Absatzmärkte ein», erklärt Dr. Christian Lippolt, als Abteilungsleiter Logistics Consulting bei Bosch für Methoden des Supply Chain Network Design (SCND) verantwortlich. Seit 2017 setzt Bosch zur Optimierung und Gestaltung effizienter logistischer Netze auf das strategische Analyse- und Planungssystem PSIglobal aus der PSI Logistics Suite.
Die modular konzipierte Standardsoftware der PSI Logistics, Berlin, ist mit ihrem Funktionsumfang konsequent auf die Analyse und durchgängige Optimierung der operativen, taktischen und strategischen Planungs- und Steuerungsebenen logistischer Netze ausgelegt. Die Programmfunktionen ermöglichen unter anderem die kombinierte Optimierung von Produktion und Logistik. Die eingesetzte Szenariotechnologie löst in Analyse- und Simulationsmodellen zudem zielführend und effizient sowohl strategische (etwa Standort- und Strukturoptimierung) als auch taktische (beispielsweise Lagerkapazitätsauslastung) Fragestellungen von Logistikprojekten. «Unter den Instrumenten für das Supply-Chain-Network-Design bringt die Szenario-Optimierung und -Evaluierung mit der von uns eingesetzten Software für uns den grössten Nutzen», erklärt Dr. Lippolt. «Wir profitieren vor allem von integrierten Optimierungsalgorithmen sowie der Erweiterbarkeit und dem flexiblen Design von Datenschnittstellen.» Der kontinuierliche Abgleich von Ist- und Planungs-Soll-Daten sorgt zudem für eine durchgängige Optimierung der operativen, taktischen und strategischen Planungs- und Steuerungsebenen.
Umfassende Analysemethoden für die relevanten Kennzahlen (KPI)
Allein: Bereits die Analyse der Ist-Situation bei derartigen Projekten erfordert eine Simulationssoftware, die nicht nur in der Lage ist, die vorhandenen Prozess- und Produktdaten zu erfassen und zu visualisieren. Sie muss vielmehr auch die Einzelfaktoren gegeneinander abwägen können und Fragestellungen, wie etwa Transportkosten gegen Standortwahl, modellhaft beantworten. Daraus lassen sich die Kostenstrukturen ablesen – und durch entsprechende Veränderungen optimieren. Wenn es zudem um strategische Entscheidungen, die zukunftsfähige Auslegung des Netzes, Standortwahl, Marktfaktoren oder die Verteilung von Volumina, Kapazitäten und Ressourcen geht, ist Szenario-Technologie gefordert, die in Wenn-Dann-Modellen die Auswirkungen von Veränderungen der jeweiligen Faktoren auf das Netzwerk aufzeigt.
Mit seinen Kernfunktionen wie etwa den umfassenden Analysemethoden zur Ermittlung, Aufbereitung und strukturierten Auswertung relevanter Kennzahlen (KPI) deckt die PSI-Software diese Anforderungen gänzlich ab. So verfügt PSIglobal mit dem Modul «Pick-up & Delivery» über einen komplexen Algorithmus für die Tourenplanung. Features zur Integration freier Geodaten wie Open-Street-Maps steigern die Informationsqualität und den Detailgrad bei der Visualisierung von Tracking & Tracing-Anwendungen. Besonderheit: PSIglobal kann alle gängigen Datenformate lesen, die heterogenen Daten aus unterschiedlichen Quellen nutzungs- und anwendungsgerecht formatieren und mit ihnen arbeiten, ohne dass sie in Zwischenschritten harmonisiert werden müssen. Diese Beherrschung und Integration polystrukturierter Datenmassen, ihre bedarfsgerechte Bereitstellung in Echtzeit, ihre zielgerichtete Analyse und Interpretation sowie die daraus ableitbaren, belastbaren Prognosen prädestinieren PSIglobal im Dialog mit ERP-Systemen als zentrale Datendrehscheibe.
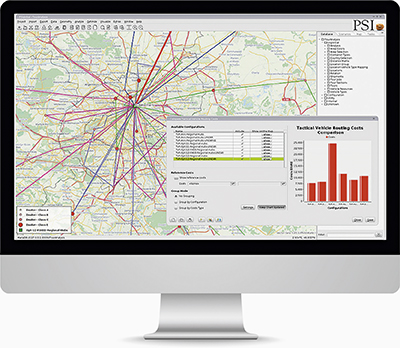
In der täglichen Praxis beim Supply Chain Network Design von Bosch bewährt sich das IT-System der PSI Logistics in unterschiedlichsten Anwendungen. Dabei geht es «nicht allein um die Überprüfung von einzelnen Relationen und einfachen Strukturen, sondern um eine übergreifende Netzwerkanalyse mit komplexen Kostenstrukturen», so Dr. Lippolt. Die wurde im vergangenen Jahr für ein komplettes Netzwerk der 15 Geschäftsbereiche auf Basis der vorhandenen Ist-Daten durchgeführt und Optimierungsvarianten ermittelt. Dabei hat das 2017 für die Gestaltung seiner Supply Chain mit dem Deutschen Logistik-Preis ausgezeichnete Unternehmen die erfassten Ist-Werte aller Bosch-Werke und Lagerstandorte der Geschäftsbereiche in PSIglobal importiert und sukzessive die jeweiligen Lieferanten, Kunden und Transporttarife in die Simulationsmodelle eingepflegt. Mit dem Analyse- und Planungssystem konnten die Schlüsselelemente, Kostentreiber, massgeblichen Parameter und entscheidenden Faktoren für das Netzwerk-Design weiter konkretisiert und Einsparpotenziale bei Netzwerkkosten wie Zoll-, Bestand- und Transportkosten in Höhe von 13 Prozent realisiert werden.

Dr. Christian Lippolt, Abteilungsleiter Logistics Consulting bei Bosch
Nach den Erfolgen beim Netzwerk-Design bestehender Netzwerke wird PSIglobal das SCND von Bosch nun auch bei der Analyse und Optimierung von Netzwerken neuer Produktgruppen unterstützen. «Die Anforderungen bei der Planung und Gestaltung neuer Netze sind etwas andere», verweist Dr. Lippolt auf ein weiteres Einsatzfeld, für das Bosch PSIglobal einsetzt. «Wir verfolgen dabei ein übergreifendes Product Lifecycle Management, das bereits beim Produktentwicklungsprozess beginnt, und binden bei der kombinatorischen Betrachtung von Produktion, Produktlebenszyklus und Logistik dynamische Effekte ein.»
Variablen in die ganzheitliche Betrachtung und SCN-Design einbezogen
Durch Berücksichtigung von Absatzmärkten und Lebenszyklus für das Neuprodukt etwa definieren sich Anforderungen an das zu gestaltende künftige Netzwerk. So wird das Netzwerk beispielsweise nicht nur auf ein sogenanntes Anlaufwerk ausgerichtet, das das Produkt herstellen soll. Ebenfalls finden unter anderem Optionen für etwaige künftige Kapazitätserweiterungen Eingang in die Planungen.
In diesem Zusammenhang zeigt PSIglobal weitere Stärken, weil sich alle Faktoren in das System einbinden, mit ihm variieren, simulieren und abbilden lassen. Schlüsselsegmente, so der SCND-Verantwortliche, seien auch dabei neben den Herstellungskosten insbesondere Zoll, Transport, Verpackung und Lagerlogistik. Für ein langfristig effizientes, kostenoptimiertes Produktnetzwerk müssten sie im Zusammenspiel mit Einkauf, Produktion und Absatzmärkten zusammengeführt und unter optimalen TCO-Strukturen in Einklang gebracht werden. «Da muss alles passen.»
Während des Entstehungsprozesses von Produkt und Produktionsprozessen fliessen dazu alle zusätzlich ermittelten Informationen sukzessive in die Planungen des Logistiknetzwerkes ein. «Sie werden je nach Erfordernis in das System eingepflegt und das Netzwerk kontinuierlich weiter detailliert», erläutert Dr. Lippolt das Vorgehen. Mit der Szenariotechnologie im PSIglobal werden die Veränderungen in die Planungsmodelle einbezogen, deren Auswirkungen auf die Strukturen und TCO überprüft und die Modelle entsprechend optimiert. «Ein bestehendes Netzwerk später zu optimieren, ist äusserst aufwändig und schwierig», urteilt Dr. Lippolt. «Mit dem PSIglobal können wir das Gros der Variablen von vornherein in die ganzheitliche Betrachtung einbeziehen und das Netzwerk bestmöglich planen und gestalten.»
Als Anbieter für das Internet der Dinge setzt Bosch auf die umfassende Digitalisierung seiner Logistikprozesse. Mit dem Datenmaterial im PSIglobal steht dem Unternehmen ein digitaler Zwilling des gesamten SC-Netzwerks mit allen relevanten Daten aus dem ERP-System, anderen Datenbanken sowie zusätzlichen Informationen wie Tarifen, bestehenden Anlagen und Lagern, die Verkehrsinfrastruktur und den Ressourcen zur Verfügung. «Damit ergeben sich für uns interessante Ansätze etwa eines automatisierten Abweichungsmanagements», resümiert Dr. Lippolt. «Damit lassen Ist-Daten sich kontinuierlich analysieren, mit den Plan-/Zielvorgaben abgleichen und Abweichungen ausweisen. Ausserdem können Kostentreiber automatisch identifiziert und Szenarien für Varianten unter Einbindung von Risikoanalysen abgeleitet werden. Damit bietet das Analyse- und Planungssystem hervorragende Entscheidungsgrundlagen.»
PSI Logistics GmbH
Dirckenstrasse 42-44
D-10178 Berlin
| Telefon | +49 30 2801 2850 |
| Fax | +49 231 17633 101 |
https://www.psilogistics.com
Die Firma Schmid + Bührer AG ist Spezialist für
STAPLER und HEBEBÜHNEN.
Schmid + Bührer AG erwartet ihre Kunden mit einer grossen Auswahl von Elektro- oder Diesel-Staplern, Diesel- und Elektro-Hebebühnen sowie mit vielen Geräten rund um die Lagertechnik, mit welchen jegliche Herausforderungen im Lager, auf dem Umschlagsplatz oder in der Intralogistik gemeistert werden können.


Die Schmid + Bührer AG bietet folgende Dienstleistungen zu Staplern und Arbeitsbühnen an:
– Verkauf – von Occasionen, Linde Staplern und Haulotte Hebebühnen
– Vermietung – unkompliziert und schnell
– Service + Reparatur (vor Ort oder in der Werkstatt)
– Umfangreiches Ersatzteillager für sämtliche Marken
– Stapler-Reifen und -Batterien zu attraktiven Konditionen

Geschäftsführung/Inhaber: Enrico Busenhart und Adrian Fuchs.
Seit 1991 steht die Firma Schmid + Bührer AG ihren Kunden mit Rat und Tat zur Seite. Sie finden hier ein Team engagierter und hervorragend ausgebildeter Techniker für alle Arbeiten rund um Gabelstapler, Arbeitsbühnen und Lagergeräte.

Schmid + Bührer AG
Mühlentalstrasse 258
8200 Schaffhausen
| Telefon | 052 624 25 24 |
| Fax | +49 231 17633 101 |
https://www.sbstapler.ch
Die Datenblätter der Hersteller von Drucktransmittern enthalten oft viele verschiedene Angaben zum Thema Genauigkeit. In den meisten Anwendungsfällen sind jedoch nicht alle Angaben relevant. In diesem Artikel wird erläutert, welche Angaben wann zu berücksichtigen sind. Zudem wird erklärt, weshalb langzeitstabile Drucktransmitter in anspruchsvollen industriellen Applikationen die Voraussetzung für Kostenoptimierungen darstellen.

Genauigkeit = Richtigkeit + Präzision
Die Genauigkeit in der Messtechnik setzt sich zusammen aus der Richtigkeit und der Präzision. Mit der Richtigkeit ist die Annäherung des gemessenen an den wahren Wert, bei der Präzision dagegen im Wesentlichen die Wiederholbarkeit des Messergebnisses unter identischen Bedingungen gemeint. Somit zeigt ein präzises Messinstrument bei jeder Messung den gleichen Wert an. Dieser Wert kann richtig oder falsch sein. Nur wenn dieser Wert richtig ist, ist das Instrument auch genau. Somit muss ein genaues Instrument sowohl richtig als auch präzise sein.
Wann immer von Genauigkeit bei Messwerten gesprochen wird, ist eigentlich die maximale Messwertabweichung gemeint. Diese wird in Prozent der gesamten Messspanne angegeben. Diese maximal zulässige Messwertabweichung ist die Unsicherheit, mit der ein Messwert behaftet ist. Deshalb wird auch oft der Begriff Messunsicherheit oder Messwertunsicherheit gebraucht.

Temperatur beeinflusst den Messwert
Unterschiedliche äussere Faktoren haben einen Einfluss auf den Messwert. Deshalb werden in Datenblättern die entsprechenden Verursacher von Messunsicherheiten jeweils separat ausgewiesen. Bei Drucktransmittern ist neben der eigentlichen Druckmessunsicherheit die Temperatur der Haupteinflussfaktor auf die Messgenauigkeit. Einfachheitshalber wird meist eine Grundgenauigkeit bei Raumtemperatur (i.d.R. 20–25 °C) gemacht. Zusätzlich werden dann noch die Fehler ausgewiesen, die durch höhere oder tiefere Temperaturen entstehen. Typischerweise werden sie in Prozent Abweichung pro 10 K ausgewiesen.

Genauigkeitsangaben.
Es sind sowohl die Medium- als auch die Umgebungstemperaturen, die einen erheblichen Einfluss auf den Messwert haben können. Wenn nun ein Transmitter ungefähr bei Raumtemperatur eingesetzt wird, kann der Temperatureinfluss vernachlässigt werden. Die wichtigsten Angaben bei Raumtemperatur sind Nullpunkt- und Endwertabweichung, sowie Nichtlinearität und Hysterese (meist in einem Wert als NLH zusammengefasst). Diese Abweichungen werden zusammengefasst – nicht addiert – in der Messwertabweichung bei Raumtemperatur (bei Trafag auch Genauigkeit @25 °C genannt).
Messung der Druckänderung
Wenn in einer Anwendung vor dem eigentlichen Betrieb der Messwert des Drucktransmitters in der Steuerung auf null gesetzt wird, ist für die Funktionalität der Maschine de facto nur die NLH relevant. Denn durch das Nullsetzen wird der Nullpunkt-Fehler – und damit auch oft ein grosser Teil der Endwertabweichung – für die konkrete Anwendung eliminiert. Das ist beispielsweise dann der Fall, wenn ein Pumpendruck überwacht wird und in der Steuerung alle Messwerte beim Aufstarten auf null gesetzt werden – dies, sofern der Pumpendruck beim Starten der Anlage immer 0 bar beträgt.
Wenn nur die Druckänderung für die Steuerung der Maschine benötigt wird, ist ebenfalls nur die NLH entscheidend. Bei hydraulischen Steuerungen (oder auch bei Pumpen) soll bei einer bestimmten Abweichung vom Sollwert eine Aktion hervorgerufen werden, beispielsweise die Pumpe wieder eingeschaltet oder ein Ventil geöffnet werden, um den anliegenden Druck in einem eng kontrollierten Fenster zu halten. Somit ist der effektive Druck beim Wunschzustand – ob er beispielsweise nun tatsächlich 10.0 bar oder 9.98 bar beträgt – von untergeordneter Bedeutung; denn die meisten Maschinen werden bei der Inbetriebnahme auf bestimmte Basisparameter individuell eingestellt. Somit spielt nur noch die Präzision – also im Wesentlichen die NLH inkl. Reproduzierbarkeit – eine Rolle. Die absolute Richtigkeit ist zweitrangig.
In den meisten anderen Fällen, wo nicht nur Präzision, sondern auch Genauigkeit gefragt ist, sind sowohl Nullpunkt- und Endwertabweichung als auch NLH relevant. Somit kommt die Angabe zur Messwertabweichung bei Raumtemperatur zum Tragen.
Statische und dynamische Temperatureinflüsse
Mit den temperaturinduzierten Fehlern verhält es sich ähnlich: Wird der Transmitter nach Erreichen einer statischen Betriebstemperatur in der Steuerung auf null gesetzt, oder – was deutlich häufiger ist – geht es nur um die Regelung bei Abweichungen von einem Sollwert unter gleichen Bedingungen, beispielsweise bei der Inbetriebnahme, ist der Temperaturfehler des Transmitters von untergeordneter Bedeutung. Die Messwertabweichung des Drucktransmitters aufgrund des Temperatureinflusses wird ebenfalls in Offset- und Hysterese-Effekte unterteilt. Bei nichtstatischen Temperaturverhältnissen in einer Anwendung sind zumindest die Hysterese-Effekte immer relevant.
Ob nun die Temperatur-Effekte der Druckmessung kompensiert werden müssen oder nicht, muss bei der Produktauswahl berücksichtigt werden. Denn die Kompensation von Temperatureinflüssen bei einem Drucktransmitter bedeutet in der Herstellung einen Mehraufwand, der sich im Produktpreis niederschlägt.
Messung des genauen Druckwerts
Wenn in einer Anwendung der genaue Druckwert gemessen werden muss – beispielsweise in einer Lastüberwachung, bei welcher auf die wirkenden Kräfte geschlossen werden soll – und dies auch unter wechselnden Temperaturverhältnissen erfolgen muss, ist das Gesamtfehlerband (TEB – Total Error Band) entscheidend. Hier sind alle Einzelabweichungen zusammengeführt. Da der Gesamtfehler mit zunehmender Abweichung von der Raumtemperatur zunimmt, sind in den Trafag Datenblättern diese Angaben einerseits auf die Endwerte des kompensierten Temperaturbereichs bezogen ausgewiesen. Andererseits wird die Angabe des Gesamtfehlers über den Einsatztemperatur-Verlauf in einer Grafik dargestellt.

Life cycle testing: Extremtests mit Lastwechseln zeigen, dass nach 10 bzw. 20 Millionen Zyklen und doppeltem Nenndruck die Sensoren von Trafag noch immer stabil sind und meist weniger als 0.1 % vom Anfangswert abweichen.
Alterung, Materialmüdigkeit und Verschleiss
Alle Spezifikationen der Hersteller beziehen sich auf Ex-Works-Bedingungen. Mit zunehmender Einsatzdauer der Drucktransmitter nimmt in der Regel die Abweichung der Messwerte zu, aufgrund von Alterungserscheinungen, Materialermüdung und Verschleiss. Dieser Prozess ist sehr individuell und hängt von den Anwendungsbedingungen, der eingesetzten Sensortechnologie und dem Design und der Qualität des Transmitters als Ganzes ab. Während die von Trafag entwickelte Dünnfilm-auf-Stahl-Technologie ein asymptotisches Langzeitdrift-Verhalten aufweist, das sich auf einem Wert unterhalb des dreifachen Ein-Jahres-Wertes einpendelt, gibt es Wettbewerbsprodukte, die bei Lebensdauertests eine über viele Jahre fast lineare, manchmal sogar progressive Zunahme der Messwertabweichungen zeigen. Insbesondere eine erhöhte Temperatur manifestiert sich in einem erheblichen Einfluss auf die Langzeitstabilität. Wenn beispielsweise ein Drucktransmitter mit einem Ex-Works-Genauigkeitswert von 0.3 % eingesetzt wird, kann dieser – selbst bei geringen Driftraten wie 0.1 % pro Jahr – bereits so nach vier bis fünf Jahren unbrauchbar sein. Für hochwertige und teure Maschinen und Anlagen muss die Lebensdauer und Langzeitstabilität eines Drucktransmitters besonders hoch sein. Denn ein Betriebsunterbruch – oder sogar ein Betriebsausfall – führt schnell zu hohen Kosten. Aus diesem Grund muss ein Drucktransmitter ausgewählt werden, bei welchem die Genauigkeit über Jahre hinweg garantiert ist. Die Kosten bei der Beschaffung von Drucktransmittern zu senken, ist somit fehl am Platz.
Langzeitstabilität der Sensortechnologie
Hier kommt der Vorteil der Trafag Drucktransmitter zum Tragen: Im ersten Jahr weisen sie typischerweise unter 0.1 % Drift auf. Selbst nach zehn Jahren weichen die Messwerte meist weniger als 0.3 % vom Auslieferzustand ab.
Weil es keine genormten Tests oder Prüfkriterien gibt, hat Trafag einige forcierte Lebensdauertests etabliert, die sehr effizient die Schwachstellen von Instrumenten aufzeigen. Einer der härtesten Tests ist der Lastwechseltest, bei welchem 20 Millionen Lastzyklen mit mindestens 1.5-fachem Nenndruck gefahren werden. Nur die wenigsten Drucktransmitter von Mitbewerbern können Instrumente anbieten, die diesen Test überstehen, ohne dass der Sensor beschädigt wird. Trafag Dünnfilm-auf-Stahl-Sensoren hingegen wiesen selbst nach dem 20-Millionen-Lastwechsel-Test eine Drift von deutlich weniger als 0.05 % auf; d.h. sie blieben praktisch im Originalzustand und waren unbeschädigt.
Für Hersteller von Maschinen und Anlagen, die über viele Jahre korrekt und störungsfrei funktionieren sollen, ist es von höchstem Interesse, dass die von ihnen verbaute Sensorik auch nach jahrelangem Einsatz unter härtesten Bedingungen stets einwandfrei funktioniert. Denn in industriellen Anwendungen sind Genauigkeit, Richtigkeit und Präzision mit einer hervorragenden Langzeitstabilität des Messsignals ein Muss.

Trafag AG sensors & controls
Trafag ist ein weltweit führender Anbieter von qualitativ hochstehenden Sensoren und Überwachungsgeräten für Druck, Temperatur und Gasdichte. Neben einer breiten Palette von standardisierten, konfigurierbaren Produkten entwickelt Trafag auch massgeschneiderte Lösungen für OEM-Kunden.
Trafag, gegründet 1942 mit Hauptsitz in der Schweiz, verfügt über ein breites Vertriebs- und Servicenetz in über 40 Ländern weltweit. Dieses ermöglicht eine individuelle und kompetente Kundenberatung und stellt den bestmöglichen Service sicher. Leistungsstarke Entwicklungs- und Produktionsabteilungen garantieren, dass Trafag Produkte von höchster Qualität und Präzision schnell und zuverlässig geliefert und Kundenwünsche rasch umgesetzt werden können.
Trafag AG
Industriestrasse 11
8608 Bubikon
| Telefon | 044 922 32 32 |
| Fax | 044 922 32 33 |
https://www.trafag.ch
Kumagra ist seit 25 Jahren DER Spezialist für Klebstoffe und Verbrauchsmaterialien für die Graphische- und Verpackungs-Industrie. Eckpfeiler des Erfolgs sind erstklassige Produkte, ein umfassendes Know-how sowie ein Dienstleistungspaket, das seinesgleichen sucht. So sind die meisten der rund 4 500 Artikel sofort ab Lager lieferbar, viele davon auch in Klein- oder Kleinstmengen. Ein prompter und kompetenter technischer Support gehört bei der Verarbeitung von hauseigenen Materialien selbstverständlich dazu, kann aber auch für Fremdprodukte angeboten werden.

SERVICE und KOMPETENZ werden beim Kumagra-Team grossgeschrieben.
Kleben – wie auch immer
Klebstoffe sind seit jeher das Kerngeschäft von Kumagra. Das Sortiment umfasst sämtliche branchentypischen Arten, vom traditionellen Kleister oder Glutinleim über Dispersionen, Etikettierklebstoffen bis hin zu herkömmlichen oder PUR-Hotmelts. Kumagra arbeitet eng mit international führenden Herstellern zusammen, ist auch an Entwicklungsprojekten beteiligt und bringt immer wieder Innovationen auf den Schweizer Markt.
Heften und Binden
Ebenfalls schon seit bald 25 Jahren verkauft Kumagra Drahtwaren zum Heften, Klammern oder für Ballenpressen auf allen gängigen Spulentypen. Wirodraht für Bücher, Blocks oder Kalender wird in allen Farben und Dimensionen ab Rolle oder auf Wunschformat geschnitten geliefert. Für diese Warengruppe stehen auch Stanz- und Schliessanlagen jeder Grösse und in allen Automatisierungsgraden bereit.
Überziehen und Veredeln
Eine besondere Dienstleistung bietet Kumagra im Bereich Überzugsmaterialien für Faltschachteln, Mappen und Buchdecken an: Diese werden nicht nur als Rollenware geliefert, sondern auch als massgeschnittene Bogen. Angeboten wird ein breites Programm an vinylbeschichteten und geschäumten Texturen und Farben, die auch geprägt oder bedruckt werden können.
Verarbeiten und Ausrüsten
Das Thema Kleben hört bei Kumagra nicht beim Klebstoff auf. Zum Ausrüsten oder für das Anbringen von Beilagen besteht eine breite Produktepalette, die clevere Lösungen zur manuellen wie auch automatischen Verarbeitung bietet. Für viele dieser Artikel wie auch für Klebstoffe sind passende Verarbeitungsgeräte und Anlagen sowie praktische Werkzeuge und Helfer im Programm.
Banderolieren und Verschliessen
Für Klebebänder aller Art sowie Banderolen aus Papier, Folie oder Schaumfolie ist Kumagra der richtige Ansprechpartner. Alle gängigen Dimensionen sind für alle Anlagentypen in der Regel sofort ab Lager verfügbar. Auch Banderolieranlagen können geliefert werden.
Reinigen und Schmieren
Ein kompetentes Programm an teilweise für Lebensmittel verarbeitende Betriebe zugelassenen Reinigern sowie Trenn- und Schmiermitteln für Druckweiterverarbeitung und Verpackung rundet das Angebot von Kumagra ab.
Wir wissen wie …
Das jahrzehntelang aufgebaute und umfassende Know-how über die verkauften Materialien und deren Verarbeitung geben die Kumagra-Profis gerne weiter, sei es an Seminaren oder vor Ort. Nicht selten werden dadurch Optimierungen bei Prozessen und Sicherheit möglich. Für bestehende Kunden ist dieser Service kostenlos. Aber auch Verarbeitern von Wettbewerbsprodukten wird gerne geholfen.
Kumagra AG
Schachenweg 24
3250 Lyss
| Telefon | 031 382 44 42 |
| Fax | 031 382 44 57 |
https://www.kumagra.ch