Uncategorised
Uncategorised
Optimieren Sie Ihre Effizienz bei der Arbeit und geniessen Sie den Komfort. Eine Sohlenkonstruktion mit innovativer Rückenkonformität sowie ein Obermaterial mit bewusst essenziellen Linien machen diese Schuhe überraschend leicht. Das Design der Ferse, die aussen weit über das Profil der Schuhform hinaus ausgeprägt ist, garantiert eine stabile und amortisierte Unterstützung in der ersten Phase des Ganges. In der Phase des Abhebens vom Boden wird von der Fersenkrone ein propulsiver Schub erzeugt, der das Gehen erleichtert. Das integrierte Anti-Torsions-System macht ihn stabil und extrem widerstandsfähig gegen alle Torsionsbelastungen.
Durchtrittsichere Bandsohle aus Polyester HT
Nach der neuen EN 12568:2010 getestet. Demzufolge darf der Nagel auch bei einer Kraft von 110 kg die Zwischensohle nicht durchdringen.
– flexibel
– leichter und bequemer als die übliche durchtrittsichere Zwischensohle aus Stahl
– höhere thermische Isolierung im Vergleich zu Stahl
– 100 % durchtrittsichere geschützte Sohle APT, die gleichzeitig auf der ganzen Fläche als Brandsohle benutzt wird.
Polyurethan-Fussbett, selbstmodellierend
Extrem weiche und bequeme Einlegesohle. Dank des Polyurethans mit sehr geringer Dichte ist es selbstformend, ermöglicht eine korrekte Verteilung des Körpergewichts und vermittelt ein sofortiges Gefühl von Komfort. Dank eines hochelastischen Materials und einer perfekten Wölbung in der Fersenmitte wird die hohe Stossdämpfung garantiert.
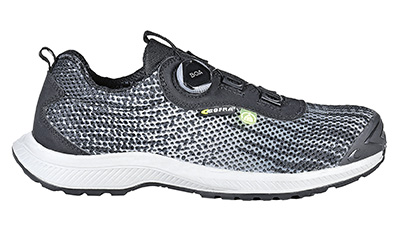
Rutschfester Schuh SRC.
An den Mittelfussknochen wurde ein weiches Kissen eingefügt, um den Komfort weiter zu erhöhen. Das umlaufende Seitenprofil stützt den Fuss auch bei ungewollten seitlichen Bewegungen.
Die weitflächig perforierte vordere Oberfläche, kombiniert mit einer waschbaren Beschichtung, garantiert maximale Durchlässigkeit und Hygiene.
WEKATEX Handels GmbH
Frauenfelderstrasse 49
8370 Sirnach
| Telefon | 071 969 43 83 |
| Fax | 071 969 43 82 |
https://www.wekatex.ch
Die EN 1090 und ihre Konsequenzen für den Stahlbau
Zimmerli Messtechnik AG informiert über die neuesten Trends der Wiegetechnik mit Hilfe von Flintec-Produkten. In vielen industriellen Bereichen sind Gewichtskräfte zu messen, sei es bei Verpackungs- oder Abfüllmaschinen, beim Verwiegen von Silos oder bei beliebigen anderen Behälter- und Fahrzeugwaagen. Entsprechende wägetechnische Lösungen müssen mittlerweile viele Anforderungen erfüllen. Dazu gehört allen voran die von der Anwendung geforderte Genauigkeit und Zuverlässigkeit. Sind die Wägemodule in Tragwerken aus Stahl oder Aluminium verbaut, müssen sie zudem gemäss den Anforderungen der EN 1090 gefertigt sein, also die entsprechende CE-Kennzeichnung haben. Nur dann darf der Hersteller seine Produkte in Europa in den Verkehr bringen.
Wer in Europa tragende Bauteile aus Stahl oder Aluminium in Verkehr bringt (Abb. 1), muss spätestens seit dem 1. Juli 2014 die Vorgaben der EN 1090 erfüllen. Die entsprechende Zertifizierung ist Voraussetzung dafür, dass Stahl- oder Aluminium-Tragwerke mit dem CE-Kennzeichen versehen werden können, also den europäischen Qualitäts- und Rechtsanforderungen entsprechen. Nur dann sind Hersteller auf der sicheren Seite, was Haftungs- und Gewährleistungsansprüche betrifft. Betroffen von der EN 1090 sind Serienprodukte wie Gitterroste und Treppenstufen ebenso wie Tanks und Silos oder individuell gefertigte Unikate. Denn als tragend gelten laut Norm alle «Bauteile zur Sicherstellung der mechanischen Festigkeit und Stabilität und/oder des Feuerwiderstandes unter Berücksichtigung von Dauerhaftigkeit und Gebrauchstauglichkeit». Bei all diesen Tragwerken übernimmt der Hersteller mit der entsprechenden Zertifizierung die Verantwortung dafür, dass sein Produkt den europäischen Rechtsvorschriften für Bauprodukte entspricht.

Abb. 1: Sind Wägemodule in Tragwerken aus Stahl oder Aluminium verbaut, müssen auch diese gemäss den Anforderungen der EN 1090 gefertigt sein, also die entsprechende CE-Kennzeichnung aufweisen.
Jede Kette ist nur so stark wie ihr schwächstes Glied
Im Unterschied zu der in Deutschland nach DIN 18800 bisher erforderlichen Bescheinigung über die Herstellerqualifikation zum Schweissen von Stahlbauten umfasst das jetzt gültige Zertifikat nach EN 1090 sämtliche ebenfalls in der Norm genannten Aufgaben im Rahmen der Herstellung von Stahlbauteilen, also nicht nur das Schweissen, sondern z. B. auch geometrische Toleranzen, statische Eigenschaften, Brandschutz-Leistungsmerkmale, Ermüdungsfestigkeit oder das Freisetzen von Schadstoffen. Der Korrosionsschutz über die Nutzungsdauer muss ebenfalls nach dieser Norm sichergestellt sein. Gegebenenfalls ist sogar die Bemessung von Bauteilen eingeschlossen, sofern deren Hersteller bei der CE-Kennzeichnung auch Tragfähigkeitsmerkmale deklariert. Und eines darf man in diesem Zusammenhang nicht vergessen: Nur das CE-Zeichen bestätigt, dass ein Produkt mit den Richtlinien der EG bezüglich dieses Produktes übereinstimmt. Und wenn es solche Richtlinien gibt, ist das Anbringen des CE-Zeichens verpflichtend.
Auch alle innerhalb solcher Tragwerke eingesetzten Komponenten – z. B. die zum Wiegen von Tanks oder Silos eingesetzten Wägemodule – sind ebenfalls von den neuen Vorschriften betroffen. Denn wie überall gilt auch hier, dass jede Kette nur so stark ist wie ihr schwächstes Glied. Nur wenn ein Hersteller zertifizierte Produkte einsetzt, lässt sich bei einem eventuellen Schaden das Haftungsrisiko minimieren. Er sollte also sicherstellen, dass ihm seine Zulieferer und Partner Materialien, Halbzeuge und Komponenten anbieten, die den Europäischen Normen entsprechen.
Wägemodul mit CE-Kennzeichnung
Um Stahlbauern auch in Zukunft Rechtssicherheit zu garantieren, hat die Flintec GmbH die Herstellung des Wägemoduls 55-20 (Abb. 2) gemäss der neuen EN 1090 zertifizieren lassen. Das heisst, die werkseigene Produktionskontrolle gewährleistet, dass die Produkteigenschaften allen relevanten technischen Vorgaben entsprechen und im Herstellungsprozess dauerhaft sichergestellt sind. Dies wird durch das CE-Zeichen dokumentiert.
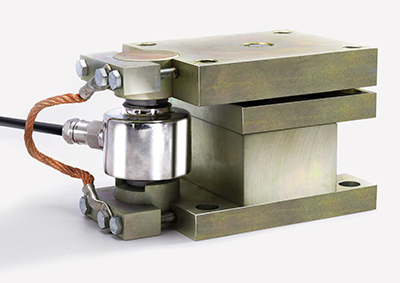
Abb. 2: Wägemodul 55-20 mit neuer CE-Kennzeichnung gemäss EN 1090.
Ausser der CE-Kennzeichnung hat das Wägemodul aber auch technisch einiges zu bieten: Die selbstzentrierende Einheit ist speziell für die Silo- und Tankwägung konstruiert, verfügt über einen 360°-Anschlag gegen Seitenkräfte und eine Abhebesicherung. Man muss also keine zusätzlichen Gewindestangen montieren und im Fundament verankern, um ein Abkippen eines Tanks oder Silos zu verhindern, z. B. bei Windböen. Durch den integrierten seitlichen Anschlag sind zusätzliche Querlenker ebenfalls entbehrlich. Die Anschläge sichern den BehäIter gegen seitliche Störkräfte, ohne im normalen Betriebsfall die Genauigkeit zu beeinflussen.
Das Wägemodul wird komplett aufgebaut und montagefertig, allerdings noch ohne Wägezelle, geliefert. Ausser der Wägezelle müssen keine weiteren Teile mitgeliefert werden. Diese können also auch beim Transportieren oder danach nicht verloren gehen. Das Modul ist einfach mit Schrauben zu befestigen, lässt sich bei Bedarf aber auch anschweissen (Abb. 3). Zuerst wird der Behälter oder das Silo komplett auf die Wägemodule ohne Wägezelle gestellt. Erst wenn alle Anbauteile montiert und vor allem die Schweissarbeiten abgeschlossen sind, wird die Wägezelle eingesetzt. Das Wägemodul 55-20 ist so konstruiert, dass die Kraft optimal in die Wägezelle eingeleitet wird. In Verbindung mit der Wägezelle bildet es ein Pendellager, das beispielsweise temperaturbedingte Längenänderungen mit vernachlässigbarem Einfluss auf das Messergebnis zulässt. Bei Nennlasten bis 100 t pro Wägemodul ist so laut Hersteller eine hochpräzise Gewichtsbestimmung gewährleistet.

Abb. 3: Der Behälter steht auf dem Wägemodul. Das untere Teil des Wägemoduls ist bereits verschraubt. Oben muss es noch verschweisst werden. Die Wägezelle wird erst nach Abschluss aller Arbeiten eingesetzt und ist so vor Beschädigungen durch den Schweissstrom geschützt.
Das messtechnische Herz
Messtechnisches «Herz» des Wägemoduls bildet die Druckkraftwägezelle RC3, die ihre Robustheit und Zuverlässigkeit bereits in zahlreichen Einsatzbereichen unter Beweis gestellt hat, gleichgültig ob in den Tropen oder am Polarkreis (Abb. 4). Die mit Stickstoff gefüllte Zelle erfüllt je nach Ausführung die Anforderungen der Schutzart IP68 oder IP69K. Sie ist dauerhaft hermetisch dicht, sodass keine Feuchtigkeit eindringen kann, was sonst die Langzeitstabilität des Nullsignales, die Konstanz des Kennwertes und die Reproduzierbarkeit der Messergebnisse negativ beeinflussen könnte. Weitere wichtige Merkmale sind die Edelstahlkonstruktion, die selbstzentrierende Krafteinleitung und der hohe Eingangswiderstand. Bei sachgemässer Montage und bestimmungsgemässem Gebrauch beträgt der MTBF-Wert (Mean Time Between Failures, also die mittlere Betriebsdauer zwischen Ausfällen) mehr als 35 Jahre. Im Fall der Fälle lassen sich die Wägezellen einfach austauschen; das Wägemodul muss dazu nur geringfügig angehoben werden.

Abb. 4: Robust und genau: Das messtechnische «Herz» der Wägemodule ist eine hermetisch dicht verschweisste Druckkraft-Wägezelle aus Edelstahl.
Mit den gemäss EN 1090 zertifizierten Wägemodulen sind Hersteller von Stahl- und Aluminiumtragwerken also messtechnisch und rechtlich auf der sicheren Seite. Auch der Einsatz im Ex-Bereich ist problemlos möglich. Die ATEX-Zulassungen für Zone 0, I, 2, 20, 21 und 22 liegen vor. Typische Einsatzbereiche für diese Wägemodule finden sich sowohl in der Prozesstechnik als auch beim Schüttguthandling.
Foto: P+W Metallbau GmbH & Co. KG, Meckenbeuren
Zimmerli Messtechnik AG
Schlossgasse 10
4125 Riehen
| Telefon | 061 645 98 00 |
| Fax | 061 645 98 01 |
https://www.zimmerliag.com
– Kompakte, robuste Bauweise für die parallele Installation und für beengte Platzverhältnisse
– Bestes Gerät seiner Klasse bei Temperaturbereich, Genauigkeit, Druckverlust und Durchflussbereich
– Durchflussbereich von 0,005..150 l/min, integrierte Temperaturmessung
– Farbdisplay und verschiedene Ausgangsoptionen

Der neue AF-E 400, ein ultrakompaktes magnetisch-induktives Durchflussmessgerät für Hilfskreisläufe und industrielle Automatisierung.
KROHNE stellt den AF-E 400 vor, ein ultrakompaktes magnetisch-induktives Durchflussmessgerät für Hilfskreisläufe und industrielle Automatisierung. Das neue Messgerät ist speziell für Anwendungen konzipiert, die nur wenig Platz für den Einbau bieten, z. B. in Kühlleitungen von Schweissrobotern und Biegemaschinen oder auf Dosierskids für Chemikalien. Der AF-E 400 erfüllt die Anforderungen verschiedenster Anwendungsbereiche wie Heizung und Kühlung/Temperaturregelung, Maschinenbau von Wasch- und Dosieranlagen, HKL sowie Hilfskreisläufe und industrielle Automatisierung in allen Prozessindustrien.
Mit Blick auf typische Anwendungsbereiche und ihre Problemstellungen hat KROHNE das kostengünstige ultrakompakte Durchflussmessgerät so entwickelt, dass die in dieser Klasse besten Werte bei Temperaturbereich, Genauigkeit, Druckverlust und Durchflussbereich erzielt werden: Der AF-E 400 ist in einem Edelstahlgehäuse untergebracht und für den kontinuierlichen Betrieb bei +90°C / +194°F Flüssigkeitstemperatur ausgelegt, womit auch sehr anspruchsvolle Kühl- und Heisswasseranwendungen bewältigt werden. Der Messwertaufnehmer mit reduziertem rundem Durchgang macht das Durchflussmessgerät widerstandsfähiger bei höheren Drücken, sodass eine hohe Messgenauigkeit über einen breiten Druck- und Temperaturbereich sowie eine grosse Messbereichsspanne ohne Gefahr von Kavitation gegeben sind. Dank integrierter Temperaturmessung wird kein zusätzlicher Temperatursensor benötigt, womit sich die Zahl der Eingriffspunkte in der Rohrleitung minimiert und gleichzeitig mehr Daten aus dem Prozess bereitstehen.

Der AF-E 400 ist immun gegenüber Crosstalk und kann in Reihe oder parallel installiert werden.
Der AF-E 400 umfasst zudem eine umfangreiche Selbstdiagnose: Diese Funktion überwacht kontinuierlich mehrere kritische Zustände des Messgeräts, u. a. niedrige Versorgungsspannung, fehlerhafte Parametrierung, Unter-/Überschreitung des Durchflussbereichs oder Kurzschlüsse an Ausgängen. Warnmeldungen nach NAMUR NE107 alarmieren den Benutzer an der drehbaren Farbanzeige oder über die Kommunikationsausgänge.
Dank der speziellen Ausführung von Magnetfeld, Feldstärke und Elektronik ist der AF-E 400 immun gegenüber Crosstalk durch Magnetfeldüberlagerungen oder benachbarte Geräte. Damit können mehrere Geräte im Abstand von nur 2 mm / 0,08¨ störungsfrei in Reihe oder parallel installiert werden.
Der Messwertaufnehmer ist mit Nennweiten von DN6...25 / ¼...1¨ erhältlich für Durchflussraten bis standardmässig 150 l/min / 40 gal/min (US); auf Anfrage bis 500 l/min / 132 gal/min (US). Als Ausgangsoptionen sind u. a. 4...20 mA, Puls, Frequenz, Schaltfunktion, IO-Link oder Modbus verfügbar, sodass Betreiber auf verschiedene Sensor- und Anwendungsdaten für die intelligente Fabrikautomatisierung zurückgreifen können.
Über KROHNE
KROHNE ist ein globaler Hersteller und Anbieter für Prozessmesstechnik, messtechnische Lösungen und Services in zahlreichen Industrien. Das 1921 gegründete Unternehmen mit Hauptsitz in Duisburg, Deutschland bietet mit über 4000 Mitarbeitern umfangreiches Anwendungswissen und lokale Ansprechpartner für Instrumentierungsprojekte in über 100 Ländern. KROHNE steht für Innovation und höchste Produktqualität und gehört zu den Marktführern in der Prozessindustrie.
Krohne AG
Uferstrasse 90
4019 Basel
| Telefon | 061 638 30 30 |
| Fax | 061 638 30 40 |
https://www.krohne.ch
40 bis 2500 l/h: Inline-Verdünnungsanlage mit Membrandosierpumpen ermöglicht flexible Puffer-Herstellung bei stark variierenden Volumenströmen
Von seltenen Krankheiten bis hin zu chronischen Indikationen: Der Bedarf an Medikamenten auf Oligonukleotid-Basis nimmt stetig zu. Die Hersteller aktiver pharmazeutischer Wirkstoffe (API) sehen sich daher mit der Aufgabe konfrontiert, die eigenen Produktionsprozesse besser und robuster skalierbar zu machen, ohne dabei Qualitätseinbussen oder Wirtschaftlichkeit zu riskieren. Um der erhöhten Nachfrage zu begegnen, beliefert der Pumpen- und Anlagenhersteller LEWA den Pharmazulieferer Bachem mit einer neuen Inline-Verdünnungsanlage für die Ausweitung ihrer Produktionskapazitäten am Hauptstandort Bubendorf (Schweiz) im bislang grössten Produktionsgebäude des Unternehmens. Mit ihr lassen sich Verdünnungslösungen präzise und flexibel dosieren – mit Volumenströmen von 40 bis zu 2500 l/h. Diesen grossen Stellbereich benötigt das Schweizer Technologieunternehmen, um eine automatisierte und kontinuierliche Bereitstellung wechselnder Pufferlösungen während des nachgeschalteten Aufreinigungsprozesses zu gewährleisten. Fünf robuste und für den Einsatz in Pharma-Anwendungen ausgelegte Membrandosierpumpen vom Typ LEWA ecodos hygienic sorgen dafür, dass der gesamte Aufreinigungsprozess für die Wirkstoffherstellung absolut zuverlässig und reproduzierbar erfolgt.

Das Schweizer Technologieunternehmen Bachem hat bereits Pumpen im hygienic-Design vom Pumpenhersteller LEWA im Einsatz. Quelle: Bachem
Bei der Herstellung von Feinchemikalien für Biopharmazie und pharmazeutischen Wirkstoffen ist die Aufreinigung im sogenannten Downstream-Processing von Stoffen durch Chromatographie- und Filtrationsverfahren von entscheidender Bedeutung. Dazu ist die Herstellung von Pufferlösungen mit hoher Genauigkeit der Mischverhältnisse entscheidend und die jeweilige Rezeptierung der einzelnen Lösungen muss sehr variabel sein. Da der Bedarf an APIs eine steigende globale Nachfrage erfährt, müssen diese Prozessschritte zunehmend automatisiert und in komplette Produktionslinien integriert werden.
Auf diese Weise lassen sich Lösungen direkt am Ort der Verwendung und je nach Bedarf an spezifischen Verdünnungen aus bereitgestellten Konzentraten mischen, sodass der gesamte Herstellungsprozess bei gleichzeitig reduziertem Platzbedarf beschleunigt wird. «Eine der grössten Herausforderungen bei der Inline-Verdünnung ist das Aufrechterhalten konstant reproduzierbarer Qualität des jeweils benötigten Puffers», weiss Pietro Pettoruto, Managing Director der LEWA Switzerland AG. Dafür sind unter anderem die präzise Kontrolle der Durchflussmengen und der daraus resultierenden Verdünnungsverhältnisse essenziell. Die eingesetzten Pumpen müssen dabei hygienegerecht und robust sowie für den Dauereinsatz ausgelegt sein. Um detailliertes Wissen und Erfahrung beim hochgenauen Dosieren und Mischen zu nutzen, hat Bachem LEWA mit der Bereitstellung einer entsprechenden Anlage für das neue Produktionsgebäude in Bubendorf beauftragt. Bachem arbeitet bereits seit vielen Jahren mit LEWA zusammen, die schon die anderen Standorte mit hygienegerechten Dosierpumpen ausgestattet haben.

Um diesen grossen Stellbereich flexibel abdecken zu können, sind fünf LEWA-Pumpen vom Typ ecodos hygienic in die Anlage integriert, die über mechanisch angelenkte mehrlagige Sandwich-Sicherheitsmembranen angetrieben werden (Beispiele anderer Anlagen im Bild). Quelle: Bachem
«Bei dem innovativen Anlagenkonzept handelt es sich um eine kundenspezifische Inline-Verdünnungsanlage, die als Package Unit (PU) für den Downstream-Prozess in der komplexen Oligonukleotid-Herstellung konzipiert wurde», ergänzt Roland Schwab, verantwortlich für Systeme im Bereich Sales Process Industry & Downstream bei LEWA. Die Anlage verfügt über jeweils fünf Prozesseingänge und -ausgänge sowie vier Ableitungen, um einen flexiblen und fortlaufenden Medientransport zu gewährleisten. Aufgrund spezieller Kundenanforderungen ist die Anlage für den Einsatz in Ex-Zone 2 ausgelegt. Die Inline-Verdünnungsanlage stellt Pufferlösungen von hoher Genauigkeit für eine semikontinuierliche arbeitende Chromatographie-Anlage bereit.

Patentierte Membrandosierpumpen gewährleisten hohe Produktionssicherheit
«Da bei der Herstellung der Verdünnungslösungen sehr unterschiedliche Volumenströme benötigt werden, hat Bachem in seiner Spezifikation (URS) vorgeschrieben, dass Volumenströme von minimal 40 l/h und maximal 2500 l/h umsetzbar sind», bestätigt Pettoruto. Um diesen grossen Stellbereich flexibel abdecken zu können, sind insgesamt fünf LEWA-Pumpen vom Typ ecodos hygienic in die Anlage integriert, die über mechanisch angelenkte mehrlagige Sandwich-Sicherheitsmembranen angetrieben werden. Dadurch wird ausgeschlossen, dass es zu Kontamination mit z. B. Hydrauliköl kommen kann. Aufgrund der GMP-Umgebung wurden hygienic-Ausführungen mit durchgängig zertifizierten Konstruktionsmaterialien (FDA, USP) gewählt, bei denen alle fluidberührten metallischen Teile elektropoliert sind und eine Oberflächenrauigkeit von Ra = 0,5 µm besitzen.

Dank des hygienegerechten Designs, das nahezu vollständig Toträume vermeidet, lassen sich die Pumpen sehr leicht – ohne vorige Demontage – im CIP-Prozess (cleaning in place) reinigen. Darüber hinaus wurden Edelstahl 1.4435 mit geringem Deltaferritgehalt und der sehr korrosionsbeständige Edelstahl 1.4529 (äquivalent zu AL-6XN) als Werkstoffe verwendet. Dadurch sind die Pumpen auch für die Förderung von hochkorrosiven und entzündlichen Fluiden bei der Oligonukleotid-Herstellung langfristig geeignet. Einen grossen Anteil daran hat auch die patentierte vierlagige PTFE-Sandwichmembran: Sie ist extrem stabil und sorgt dafür, dass selbst im Fall eines Membranbruches ein Weiterbetrieb möglich und somit eine hohe Prozesssicherheit gegeben ist. Die eingebaute Membranbruchsignalisierung meldet sofort im Betrieb eine entsprechende Störung, ohne dass die weitere Prozesslinie kontaminiert wird. Somit ist eine Produktionssicherheit gegeben, die im Pumpenbereich ihresgleichen sucht.
Die Herstellung der Pufferlösungen im chromatographischen Umfeld erfordert die genaue Einhaltung von Flussmengen der einzelnen Pumpenstränge. Die Volumenströme werden mit hochgenauen Massedurchflussmessern ermittelt und über die Drehzahlregelung der Dosierpumpen exakt auf den spezifizierten Sollwerten geregelt. Zur Kontrolle der Prozessbedingungen werden zusätzlich der pH-Wert und die Leitfähigkeit online überwacht.

Aufgrund der GMP-Umgebung wurden hygienic-Ausführungen mit durchgängig zertifizierten Konstruktionsmaterialien (FDA, USP) gewählt, bei denen alle fluidberührten metallischen Teile elektropoliert sind und eine Oberflächenrauigkeit von Ra = 0,5 µm besitzen. Quelle: Bachem
LEWA als zuverlässiger Expansionspartner
Die beschriebene Inline-Verdünnungsanlage ist nicht das erste Projekt, das LEWA für das Schweizer Technologieunternehmen realisiert hat. «Wir sind schon mehrere Jahre Partner von Bachem und haben unterschiedliche Pumpen nach speziellen Kundenanforderungen geliefert», sagt Pettoruto. So arbeiten Chromatographie-Anlagen an den anderen Standorten bereits mit gleicher bewährter Technik: LEWA ecodos-Pumpen im hygienic-Design. Für Anwendungen im klassischen Pharmabereich mit höheren Druckstufen kamen LEWA ecoflow-Modelle zur Anwendung.
Über LEWA
Die LEWA GmbH wurde 1952 von Herbert Ott und Rudolf Schestag als Familienunternehmen gegründet und ist heute der weltweit führende Hersteller von Dosier- und Prozess-Membranpumpen sowie von kompletten Dosieranlagen für die Verfahrenstechnik. Die Firma mit Hauptsitz in Leonberg entwickelte sich in wenigen Jahrzehnten zu einer internationalen Gruppe. Seit 2022 ist das Unternehmen Teil der Atlas Copco Gruppe, einem global führenden, schwedischen Industriekonzern für Kompressor-, Bau- und Industrietechnik. Gemeinsam mit dem neuen Eigentümer wird LEWA das Industriepumpen-Geschäft weiter ausbauen. Als forschendes und produzierendes Unternehmen entwickelt LEWA Technologien und erarbeitet Lösungen für die unterschiedlichsten Applikationen seiner Kunden. Die Produkte kommen hauptsächlich in der Chemie, der Kosmetikindustrie, in der Pharma- und Biotechnologie, im Segment Lebensmittel und Getränke sowie in der Energieversorgung, aber auch bei der Herstellung von Kunststoffen, Wasch- und Reinigungsmitteln zum Einsatz. Weitere Anwendungsgebiete finden sich in Raffinerien und der Petrochemie, in der Öl- und Gasindustrie sowie im Bereich Gasodorierung. LEWA hat derzeit etwa 1200 Mitarbeiter und besitzt weltweit 14 Tochtergesellschaften sowie 80 Vertretungen und Vertriebsbüros in mehr als 80 Ländern.
LEWA Switzerland AG
Nenzlingerweg 5
4153 Reinach
| Telefon | 061 717 94 00 |
| Fax | 061 717 94 01 |
https://www.lewa.ch