Home
Die Zukunft der Kontrollwaagen-Bedienung ist da
Neue Bedienoberfläche «Blue HMI» steigert mit smarten Features Kontrollwaagen-Effizienz
Oktober 2024 – Minebea Intec, ein weltweit führender Hersteller von industriellen Wäge- und Inspektionstechnologien, setzt mit seiner neuesten Innovation, der Bedienoberfläche «Blue HMI» für Kontrollwaagen, in der Lebensmittel- und Getränkeindustrie neue Massstäbe. Das Interface ermöglicht eine intuitive Bedienung und bietet damit höchste Benutzerfreundlichkeit. Die neue Generation von Minebea Intec Kontrollwaagen kann mit Blue HMI einfacher konfiguriert, gesteuert, getestet und auditiert werden.
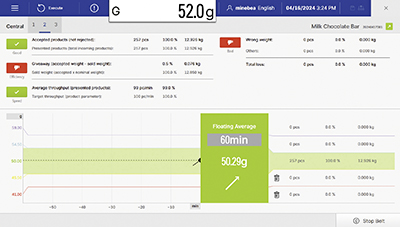
Mit der neuen Bedienoberfläche können Sie Ihre Kontrollwaagen einfach konfigurieren, steuern, testen und auditieren.

Dynamische Kontrollwaagen werden in verschiedenen Industriezweigen eingesetzt, insbesondere in der Produktion und Logistik. Sie dienen dazu, Gewichtsabweichungen von Produkten während des Herstellungs- oder Verpackungsprozesses zu erkennen, fehlerhafte Produkte auszusortieren und die Einhaltung von Gewichtsvorschriften und Qualitätsstandards sicherzustellen. Minebea Intec bietet ein breites Portfolio an hochpräzisen Kontrollwaagen und hat mit dem neuen Blue HMI die Bedienoberfläche für die gesamte Produktpalette zukunftsweisend weiterentwickelt.
Smarte Funktionen der neuen Bedienoberfläche
Ob es darum geht, ein neues Produkt einzulernen, Linienparameter anzupassen oder ein Chargenprotokoll zu definieren: Die neue Bedienoberfläche Blue HMI macht die Arbeit mit Kontrollwaagen einfacher und effizienter. Thorsten Vollborn, Leiter Produktmanagement Inspection & Digital Services bei Minebea Intec, betont die Vorteile dieser Technologie: «Das Designkonzept von Blue HMI orientiert sich an dem, was wir aus dem täglichen Umgang mit Hightech-Geräten kennen. Die benutzerfreundliche Menüführung und neue Workflows vereinfachen die Bedienung erheblich und verkürzen die Einarbeitungszeit.»
Neben der Bedienfreundlichkeit stehen auch die Datensicherheit und Flexibilität im Vordergrund. Für Administratoren bietet Blue HMI neue und umfangreiche Einstellmöglichkeiten in der Benutzer- und Gruppenverwaltung. Um ein ergonomisches Arbeiten am System zu ermöglichen, sind alle Kontrollwaagen – darunter die Produktserien Synus®, Flexus® und EWK – nun auch mit einer beweglichen Displayvariante erhältlich.
Maximale Kontrolle
Blue HMI ermöglicht erweiterte Überwachungs- und Analysefunktionen für Kontrollwaagen zur besseren Qualitätskontrolle und Prozessoptimierung. «Die Bedieneinheit zeigt die Gesamtanlageneffektivität und weitere Statistiken auf Basis der aktuellen Wägeergebnisse an. Darüber hinaus verfügt sie über verschiedene Protokollfunktionen, die sie ideal für Audits machen», sagt Dr. Thorsten Vollborn. Da Kontrollwaagen häufig am Ende einer Produktionslinie stehen, bietet die integrierte Gesamtanlageneffektivität einen klaren Überblick über die Effizienz der Produktionslinie. All dies wird in einem neuen Dashboard oder «Kontrollzentrum» über neue Widgets und Diagramme dargestellt.
Neben den Kontrollwaagen unterstützen auch die Metalldetektoren Vistus® in kombinierten Varianten die neuen Workflows. Hier verbessert die übersichtliche Darstellung die komplexe, aber vor allem in der Getränke- und Lebensmittelbranche unverzichtbare Fremdkörperdetektion.
Vielseitige Schnittstellen ermöglichen optimale Integration in die Linie
Mit der neuen Bedienoberfläche erfüllt Minebea Intec den Bedarf und erhöht die Flexibilität seiner Kunden, indem die Kontrollwaagen mit flexiblen Schnittstellen, wie industriellen Feldbussen, Ethernet/IP, Profinet oder dem hauseigenen SPC@Enterprise ausgestattet sind. OPC UA ist gemäss der Spezifikation 40200 (Companion Specification Weighing) voll integriert und optional mit an Bord. Die Schnittstelle kann zudem um die PackML-Spezifikation 30050 (Companion Specification PackML nach OMAC) erweitert werden. «Mit der neuen Funktion ‹Browser Remote View› zeigt sich besonders die fortschrittliche Technik des Blue HMI», sagt Thorsten Vollborn. «Ähnlich wie bei einem Internetrouter zu Hause kann die Oberfläche wie eine Webseite im Browser an einem zugelassenen Client geladen werden.» Die verwendete Technik ist plattformunabhängig und kann daher von jedem Gerät mit einem Browser genutzt werden, sei es ein PC, ein Mobiltelefon, ein Tablet oder ein Fernseher im Besprechungsraum.
Das elegante Edelstahlgehäuse des Blue HMI steht nicht nur für Langlebigkeit, sondern auch für einfache Reinigung und moderne Ästhetik. Diese Eigenschaften machen es ideal für hygienische Industrieumgebungen. Mit einem Full-HD 15» Touch-Display und einem leistungsstarken BOX PC bietet das Blue HMI eine klare und detaillierte Darstellung.
Vertraute Technik auf neuestem Stand
Die Elektronik der neuen Waagengeneration wurde vollständig überarbeitet. Dabei kommen in allen Systemen auch die hauseigenen Minebea Intec Wägezellen zum Einsatz. Das bietet nicht nur viele Vorteile für Hochgeschwindigkeitsanwendungen, sondern verbessert darüber hinaus den Service an den Systemen. Alle Kontrollwaagen sind für eichfähigen Betrieb zugelassen und unterstützen damit die Kunden beim rechtskonformen Herstellen von Lebensmittel- und Getränkeprodukten.
Mit über 75 Jahren Erfahrung im Bau von Kontrollwaagen hat Minebea Intec für die Kunden den perfekten Assistenten für die täglichen dynamischen Wägeaufgaben und die Einhaltung von Vorschriften entwickelt. Die neue Generation basiert auf der bekannten und bewährten Konstruktion, kombiniert mit eigenen Wägezellen und einer brandneuen Bedienoberfläche, dem Herzstück jeder Kontrollwaage. Das neue Blue HMI steuert nicht nur die Maschine, sondern verwandelt die Endkontrolle in eine neue Art der Produktionsoptimierung.

Die CoSynus® von Minebea Intec ist eine Kombination aus der Kontrollwaage Synus® und dem Metalldetektionssystem Vistus®. Sie dient zur Gewichts- oder Vollständigkeitskontrolle, zur Regelung vorgeschalteter Abfüllanlagen und zur gleichzeitigen Detektion metallischer Komponenten.
Über Minebea Intec
Minebea Intec ist ein weltweit führender Hersteller industrieller Wäge- und Inspektionstechnologien. Mit Hauptsitz in Hamburg bietet das Unternehmen Produkte und Dienstleistungen, die seit mehr als 150 Jahren für Innovation, Performance und Zuverlässigkeit stehen. Das Produktportfolio beinhaltet u.a. hochauflösende Plattformwaagen, Wägezellen, Behälter- und Silowaagen, Kontrollwaagen, Metalldetektoren, Röntgen- und visuelle Inspektionssysteme sowie intuitive Softwarelösungen. Über 1 000 Mitarbeiter an 18 Standorten erhöhen die Präzision und Effizienz von Wäge- und Produktionsprozessen industrieller Kunden. Ein Netzwerk von über 200 Partnern in 71 Ländern ergänzt die Vertriebs- und Service-Standorte des Global Players. Die Leistungsstärke und ausgeprägte German Quality spiegeln sich im Markenversprechen «the true measure» wider.
Minebea Intec ist Teil der MinebeaMitsumi Gruppe, einem führenden Anbieter von hochpräzisen Fertigungsteilen wie Kugellager oder Motoren sowie hochwertigen elektronischen Komponenten wie Sensoren, Antennen und IoT-Lösungen. Der Konzern mit Hauptsitz in Tokio und weltweit rund 84 000 Mitarbeitenden meldete für das Geschäftsjahr 2024 einen konsolidierten Nettoumsatz von 1 402 127 Millionen Yen (ca. 8,9 Milliarden Euro).
Minebea Intec Switzerland AG
Moosmattstrasse 36
8953 Dietikon
Telefon 044 746 50 00
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Sie brauen, wir fördern
Rundum gut beraten: Mit hygienischen und massgeschneiderten Förderlösungen bringt Rototec AG Ihre Produkte – und damit auch Sie – zuverlässig ans Ziel. Wir beraten markenunabhängig und bieten Ihnen Pumpenlösungen an, welche optimal in den Getränkeherstellungsprozess passen. Unsere Hygienepumpen erfüllen alle Anforderungen der Lebensmittelindustrie.
Unsere hygienische Schraubenspindelpumpe RotoTwin fördert produktschonend und übernimmt zuverlässig anspruchsvolle Förderaufgaben in der Getränkeherstellung. RotoTwin besteht aus Edelstahl und fördert bis zu 200 m3/h zuverlässig niedrig- bis hochviskose, leicht flüchtige oder gashaltige Produkte. Die schonende Förderung sensitiver Medien ist gewährleistet.
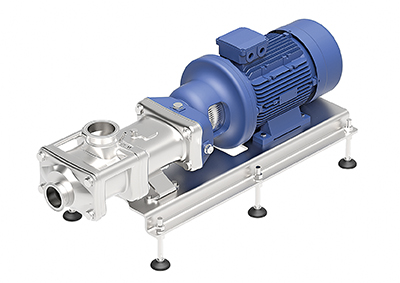
Keine Chance für Keime!
Der hohe Drehzahlbereich macht diese hygienische Prozesspumpe flexibel: Die Pumpe ist trockenlaufsicher. Luftblasen in der Leitung können der Pumpe nichts anhaben. Die Drehrichtungsumkehrung ermöglicht die Förderung des Mediums in beide Richtungen, was den Einsatz als Lade- oder Entladepumpe ermöglicht.
Die hygienische Kreiselpumpe eignet sich ganz besonders für den Förderprozess in der Getränkeherstellung. Flüssigkeiten werden durch ein rotierendes Laufrad mit Saugwirkung befördert. Mit offenen Laufrädern und einem optimierten Förderkanal wird das Medium bei hohen Volumenströmen geschont.

Hygienische Kreiselpumpen sind in unterschiedlichen Baugrössen erhältlich.
Das Fördermedium kann homogen, luft- und gashaltig sein oder Beimengungen enthalten. Fördermengen bis zu 550 m3/h sind mit Kreiselpumpen möglich.
Die richtige Mischung macht’s!
Zum Dosieren und Fördern von Getränken und deren Zutaten eignet sich die hygienische Druckluftmembranpumpe von tapflo.

Hygienisches Design aus elektropoliertem Edelstahl AISI 316L, trockenlauffähig und selbstansaugend.
Die Möglichkeit der einfachen Demontage für die Reinigung und die Sichtprüfung medienberührter Teile macht die Handhabung einfach und hygienisch. Dieses schonende Pumpprinzip sorgt dafür, dass Feststoffe im Herstellungsprozess in der gewünschten Grösse erhalten bleiben.
Hygienisch, wirkungsvoll, robust, einfach zu bedienen und besonders wirtschaftlich ist der Fristam-Pulvermischer. Eine universelle Anlage zum Lösen, Emulgieren und Homogenisieren von pulverigen und flüssigen Zutaten in Flüssigkeiten. Dieser kann mobil eingesetzt und mit Regeltechnik ausgerüstet in voll automatisierte Anlagen eingebunden werden.

Für eine perfekte, gleichmässige Konsistenz. CIP- und SIP-fähig.
Wir haben den Dreh raus
Über 30 Jahre Erfahrung mit optimalen Pumpenlösungen geben wir an unsere Kunden weiter. Das Produktportfolio umfasst Hygienepumpen in verschiedenen Bauweisen und Grössen für unterschiedliche Anwendungen. Gemeinsam klären wir Fragen zu Ihrem Produktionsprozess, beraten Sie unverbindlich und legen die Pumpen gerne für Sie aus.
Wann lernen wir uns kennen?
Thomas Bickel freut sich auf Ihre Kontaktaufnahme.
Rototec AG
Luzernstrasse 224c
3078 Richigen
| Telefon | 031 838 40 00 |
| Fax | 031 838 40 04 |
https://www.rototec.ch
Höhere Produktivität durch effektive Anlagenschmierung
Viele Unternehmen sehen den Bereich der Instandhaltung als unproduktive Kostenstelle oder sogar als Kostenverursacher. Das liegt unter anderem daran, dass nur die direkten Kosten erfasst werden, der weitaus grössere Teil der indirekten Kosten, wie etwa ein Produktionsausfall, jedoch nicht in die Instandhaltungsbilanz mit einbezogen wird.

Typischer schmierungsbedingter Lagerschaden
Ähnlich verhält es sich mit dem Stellenwert von Schmierstoffen, Schmiersystemen und Schmieraufgaben im Unternehmen. Hier werden häufig nur Einkaufspreise der einzelnen Anbieter untereinander verglichen. Eine ganzheitliche Betrachtung hinsichtlich der Lebensdauerverlängerung von Lagern durch Schmierstoffe, deren Effizienz und Umweltaspekte sowie eine aussagekräftige Berechnung des Return on Investment (RoI) finden hingegen in den seltensten Fällen statt. Dies liegt einerseits daran, dass die fachlichen Anforderungen an die Instandhaltung und der Umfang der zu bewältigenden Aufgaben in der heutigen Zeit anspruchsvoller denn je geworden sind.
Viele Instandhalter verbringen mehr Zeit mit administrativen Aufgaben und deren Dokumentation als mit der eigentlichen Wartung von Anlagen. Dadurch bleibt wenig Zeit, sich zusätzlich mit den Möglichkeiten einer effektiven Anlagenschmierung zu befassen. Zum anderen fristen die Themen Tribologie und Schmierung nach wie vor ein Schattendasein in der technischen Welt, obwohl deren Wichtigkeit und Einfluss inzwischen eindeutig bewiesen wurden. Maschinenausfälle bedingt durch mangelhafte Schmierung und der damit verbundene Produktionsausfall übersteigen die Kosten für Schmierstoffe, Schmiertechnik und regelmässige Nachschmierung meist um ein Vielfaches.
Einfache Veränderungen und geringe Investitionen rechnen sich schon nach kurzer Zeit
Zahlreiche Statistiken und jahrzehntelange Erfahrung belegen, dass ein geeigneter Schmierstoff und eine effektive Schmiermethode keine kostenverursachenden Betriebsmittel sind, sondern entscheidende Konstruktionselemente darstellen. Der Experte erkennt anhand einer Schadensanalyse an einem ausgefallenen Lager samt Schmierstoff beispielsweise schnell, ob es sich um einen schmierungsbedingten Ausfall handelt.
Ist dies der Fall, so kann auf Basis der Erkenntnisse mit einfachen Mitteln eine Verbesserung der Situation herbeigeführt werden. Kompetente und professionelle Beratung bietet hierbei die Firma LUBCON Lubricant Consult AG in Spreitenbach.
Firmenprofil LUBCON Lubricant Consult AG
Bekannt unter dem Markennamen LUBCON® entwickelt, produziert und vertreibt die Lubricant Consult GmbH weltweit hochwertige Spezialschmierstoffe und Schmiertechnik für fast alle Industriesektoren.

Optimal geschmiertes Lager
Als Full-Service Provider mit umfangreicher Erfahrung in der Anwendungstechnik bietet die LUBCON Lubricant Consult AG als Tochterunternehmen in der Schweiz kompetente Beratung und Unterstützung bei der Auswahl geeigneter Schmierstoffe und Schmiermethoden mit dem Ziel, die Sicherheit, Effizienz und Verfügbarkeit Ihrer Produktionsanlagen zu steigern.
LUBCON Lubricant Consult AG
Pfadackerstrasse 9
8957 Spreitenbach
| Telefon | 044 882 30 37 |
| Fax | 044 882 30 38 |
https://www.lubcon.com
Kühlfahrzeuge aus bestem Haus
Kühlfahrzeuge sind keine Fahrzeuge vom Fliessband. Unter der Vielzahl an Marken, Grössen und Ausstattungsmerkmalen immer die beste und wirtschaftlichste Lösung zu finden, das ist ein Fall für Spezialisten. Spezialisten wie Coolingvans.

Kühlfahrzeuge zum Kauf oder zur Miete, Kühlanhänger, Chassis mit Kofferaufbau oder Kastenwagen mit Innenausbau, Tiefkühlung oder Frischdienst. Bei Coolingvans erhalten Sie stets genau das Richtige. Ein Fahrzeug, das alles bietet, was Sie brauchen. Aber kein bisschen mehr kostet, als es soll. Auf Wunsch individuell aus-gebaut und ausgestattet mit praktischen Extras.
Auch der Service stimmt
1999 unter dem Namen JH Trade GmbH gegründet, hat sich Coolingvans bis heute zum führenden Kühlfahrzeug-Anbieter der Schweiz entwickelt. Seit 2014 ist das Unternehmen auch mit einer eigenen Niederlassung in Deutschland vertreten. Hinter dem rasanten Wachstum steht eine Idee: Coolingvans bietet nicht nur Technik, sondern komplette Problemlösungen rund um das Kühlfahrzeug. Während sich die Kunden um Termine, Fahrten, Logistik kümmern, sorgt Coolingvans im Hintergrund dafür, dass alles rund läuft – mit sprichwörtlicher Schweizer Präzision. Spitzenqualität in der Technik ist dabei ebenso selbstverständlich wie Spitzenqualität in der Ausführung. Gemeinsam mit namhaften Partnern im In- und Ausland arbeiten Coolingvans-Experten unermüdlich daran, für jeden Anwendungsfall das optimale Fahrzeug zu entwickeln. Die Einsatzbereiche reichen vom Getränkehandel bis zum Partyservice, vom Lebensmittel-Verteilerdienst bis zur Frischelogistik. Bei zeitlich befristeten Aufträgen oder zur Abdeckung saisonaler Spitzen stellt Coolingvans schnell und unkompliziert passende Mietfahrzeuge zur Verfügung.
Schweizer Präzision
Wie man es von einem Top-Dienstleister erwartet, endet die Kundenbetreuung nicht beim Fahrzeugkauf. Im Gegenteil: Da fängt sie oft erst richtig an. Coolingvans-Servicepartner sind in jeder Region der Schweiz präsent und bei Bedarf in kürzester Zeit vor Ort – mit hervorragend geschultem Fachpersonal, das nicht nur jedes Kühlfahrzeug in- und auswendig kennt, sondern auch die spezifischen Anforderungen unterschiedlicher Branchen.
Coolingvans AG
Gaswerkstrasse 2
8952 Schlieren
| Telefon | 043 556 78 78 |
| Fax | 043 556 78 79 |
https://www.coolingvans.ch